What is direct metal laser sintering (DMLS)?
Direct metal laser sintering (abbreviated to DMLS) is an additive manufacturing technology that can be used to prototype one-off parts or manufacture low volume production runs directly from CAD data. Fusing together fine layers of powder, DMLS has the ability to produce very strong and accurate parts (± 0.05 mm/0.002 in.), from simple to complex geometries. This makes it a great alternative to machining parts.
Benefits and limitations of DMLS
DMLS excels in producing complex geometries with a high strength to weight ratio. As no tooling or molds are needed, startup costs are low.
However, compared to other additive manufacturing technologies, DMLS manufactured parts are generally more time consuming and expensive to machine.
This is mainly due to the energy intensive processes and support needed to produce a DMLS part. The undercuts must be tied into the build platform, therefore only a few parts can be formed at the same time.
| Advantages | Disadvantages |
|---|---|
| Complex geometries | High overall cost |
| High strength to weight ratio | Small build volumes |
| Low startup costs |
DMLS cost
The total manufacturing cost of a typical DMLS part is approximately $100-$2500. This price also includes finishing and material cost, which often contributes considerably to the overall price.
Get an instant quote on your DMLS parts
The DMLS process: how does it work?
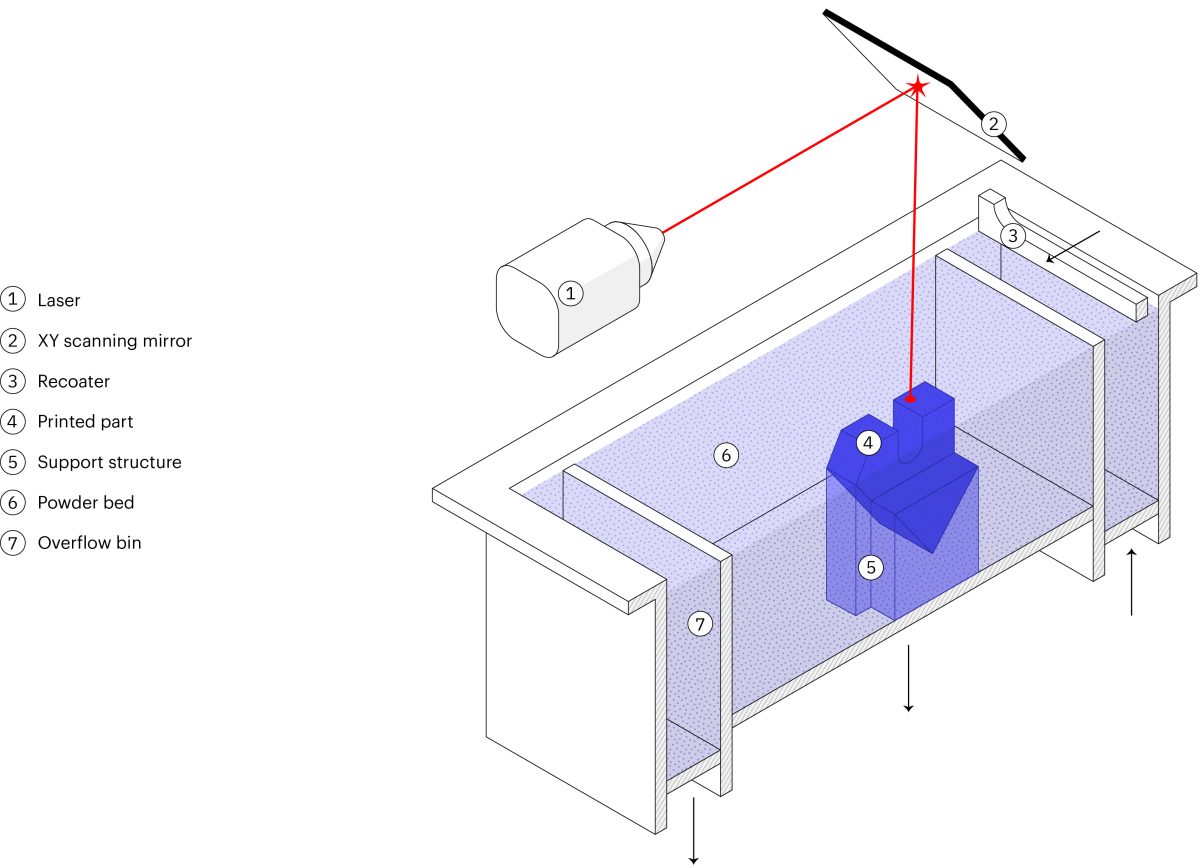 Components that make up a DMLS machine
The DMLS process builds a part from an STL file, meaning that it slices the part into layers, similar to all the layer-based additive manufacturing techniques. This process uses a high power laser for sintering the metallic powder.
Components that make up a DMLS machine
The DMLS process builds a part from an STL file, meaning that it slices the part into layers, similar to all the layer-based additive manufacturing techniques. This process uses a high power laser for sintering the metallic powder.
At the start of the process, a steel build plate is set inside a build chamber where there is less than 1% of oxygen and the atmosphere is controlled with an inert gas. This helps prevent the oxidation of metal powders during the building process and preserves the metal at an optimum quality as well as decreasing fire hazards and making the final product inert.
During the building process, the build platform is lowered one layer of thickness so that the coating mechanism (also known as the recoater) can move without collision. The coating mechanism distributes the metal powder evenly through the build platform and the laser beam through two-dimensional cross-section selectively sinters the powder into solid. This process of lowering the build plate of one layer thickness, the coating mechanism dispensing a layer with powder and the laser sintering it, is repeated until the part is completed.
Once the part cools down, the removal of the surrounding powder, which can be reused, follows. The final steps include removing the part from the build plate, support structure removal, as well as any required post-processing.
Direct metal laser sintering vs. selective laser melting
DMLS is very similar to selective laser melting (SLM): both use a laser to scan and selectively fuse metal powder particles, bonding them together and building a part layer-by-layer.
However, the biggest difference between these two processes lies in their name. DMLS sinters the powder, meaning that it uses less energy and doesn’t melt it. However, it does heat the powder enough so that their surface welds together. On the other hand, SLM uses higher power that heats the metallic powder up to their melting point, turning it into liquid.
While DMLS and SLM essentially function the same way, SLM uses a high laser power and that is enough to separate these two processes. Therefore, DMLS is used for metal alloys making porous parts while SLM is best used for pure metals.
Get an overview on all metal 3D printing technologies here –>
Applications of DMLS
Since DMLS is often used for product development and testing, the technology can have many applications in the automotive, F1, jewelry, medical, and aerospace industries. It is most suitable for injection and blow molding tooling, wax injection, and press tools, all of which are processes used to produce functional metal prototypes or low volume production runs of parts.
 Credit: SpaceX
For example, in the aerospace industry, DMLS is most often used to create strong, durable, yet lightweight parts for commercial aircrafts and rockets. Meanwhile, in the medical industry, DMLS can be used to build new surgical tools with complex geometries. This technology makes it possible to print custom parts at an affordable price while also meeting the necessary mechanical requirements of these tools.
Credit: SpaceX
For example, in the aerospace industry, DMLS is most often used to create strong, durable, yet lightweight parts for commercial aircrafts and rockets. Meanwhile, in the medical industry, DMLS can be used to build new surgical tools with complex geometries. This technology makes it possible to print custom parts at an affordable price while also meeting the necessary mechanical requirements of these tools.
Learn how additive manufacturing compares to CNC