





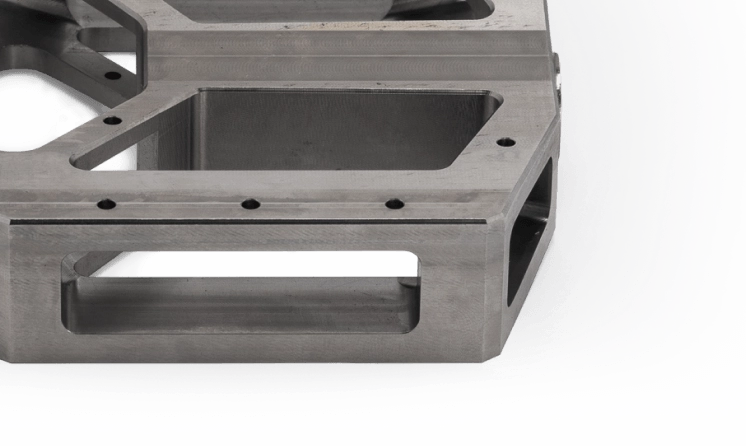
CNC machining
Milling, turning and post-processing
-
Tolerances down to ±.020 mm (±.001 in)
-
Lead times from 5 business days


We guarantee consistent quality for complex prototypes and end-use parts, by partnering with hundreds of specialized manufacturers.
35+ surface finishes, 80+ metals & plastics
Instant quotes for 1-1,000 parts
Lead times from 1 business day



With hundreds of manufacturers in our network, we have a very broad range of manufacturing capabilities and support both one-off prototyping and low-volume production. We pride ourselves on being the go-to manufacturer for geometrically complex parts or highly cosmetic parts.
Milling, turning and post-processing
Tolerances down to ±.020 mm (±.001 in)
Lead times from 5 business days
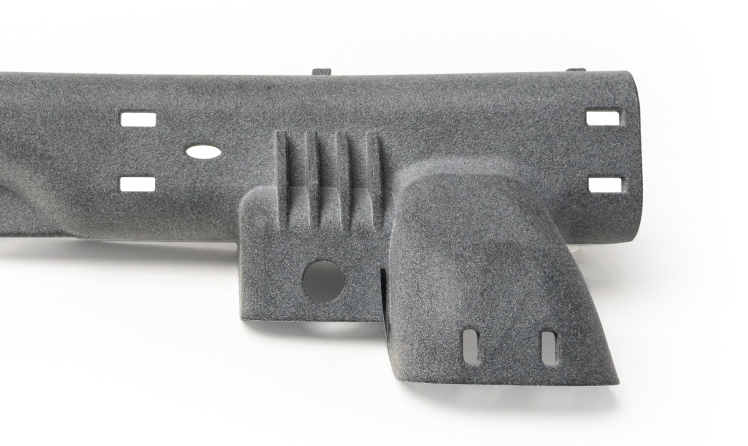
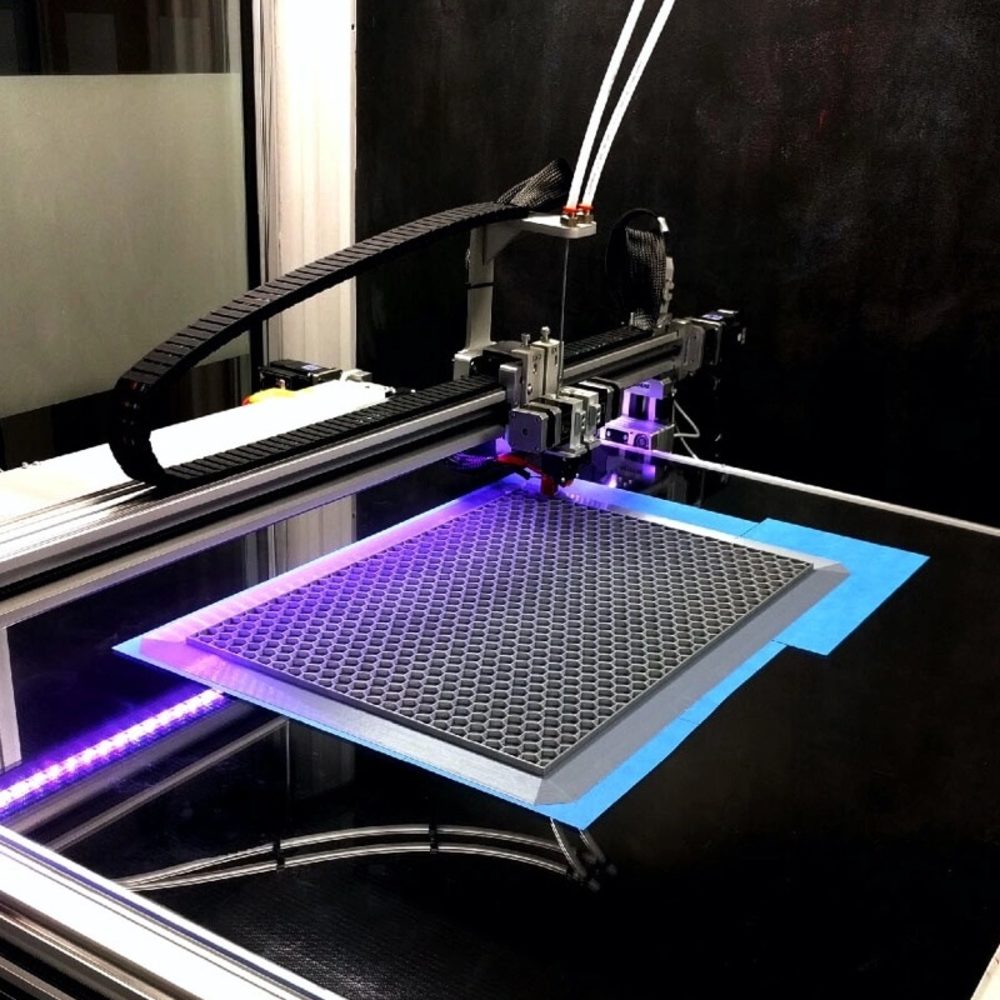
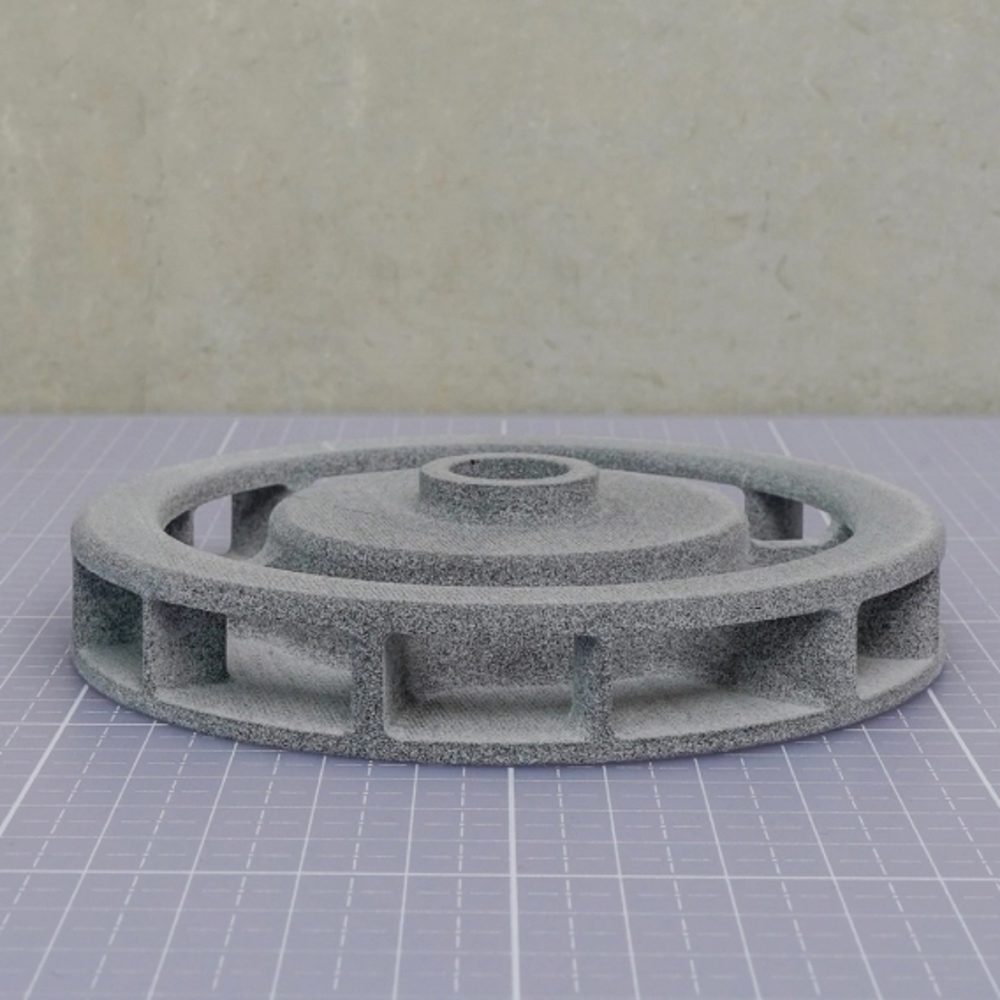
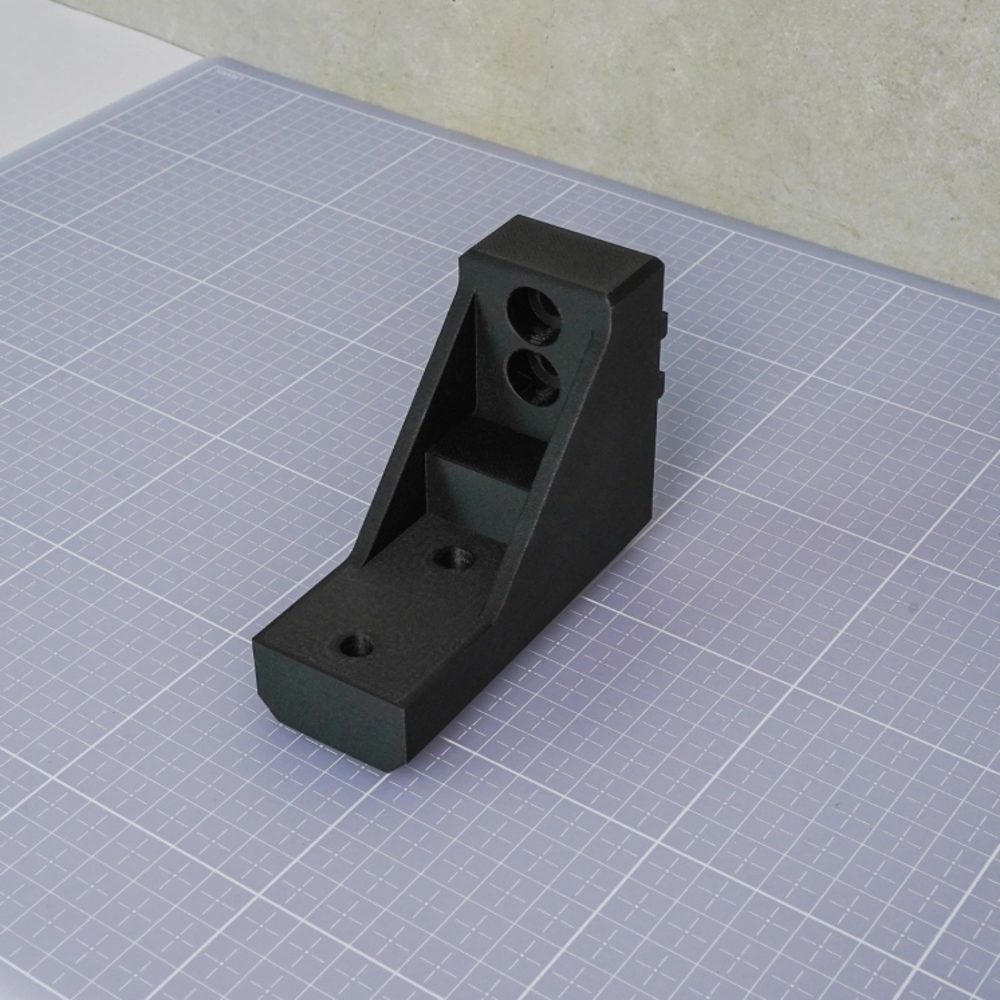
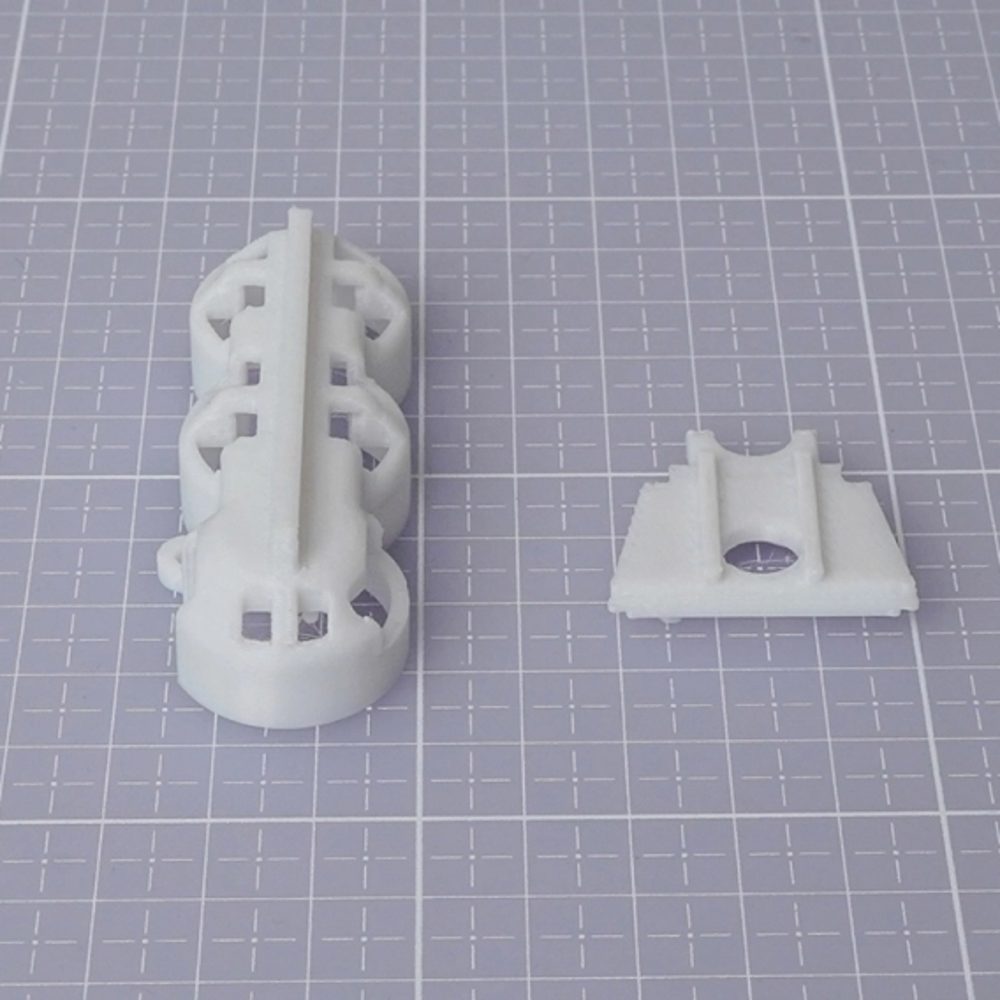
FDM, SLA, SLS, MJF
± 0.3% with a lower limit of ± 0.3 mm (± 0.012 in)
Lead times from 1 business day
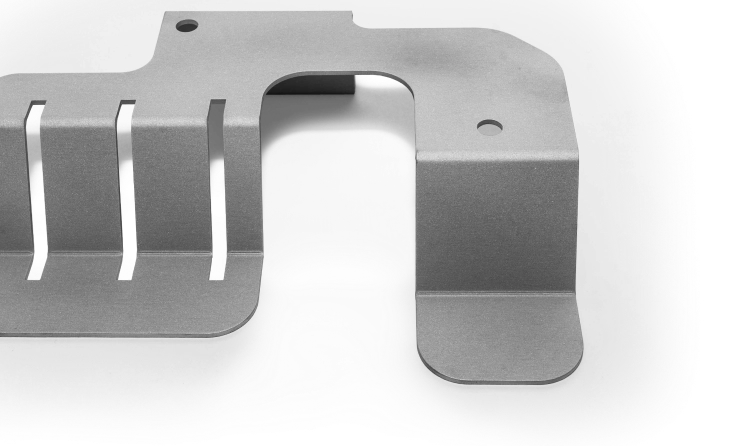
Laser cutting, bending, post-processing
Tolerances down to ±0.1 mm (±.004 in)
Lead times from 5 business days
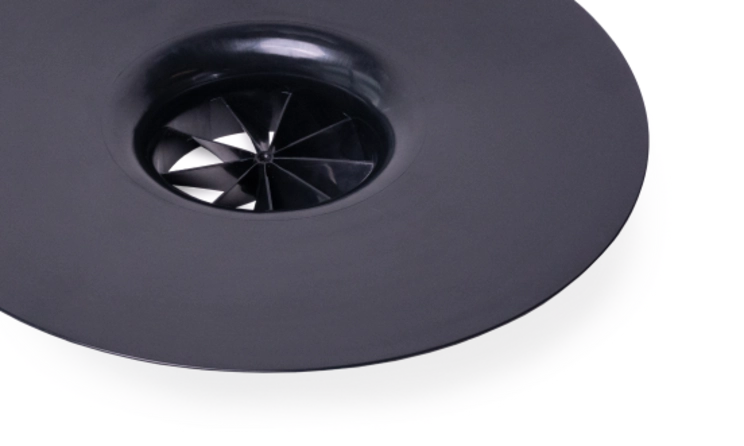
Prototypes and production tooling
Wide range of part complexities and sizes
1 to 1M parts
Protolabs is a world first. We are the only solution that pairs in-house factories with a highly vetted global network to provide customers with all-in manufacturing. Access Protolabs factories for accelerated manufacturing of quality parts or use Protolabs Network for volume pricing, tighter tolerances, and more complex parts. The result? Digital manufacturing and engineering expertise that meets all your needs from prototyping to production.
Learn more about our network





Instead of traditional, rules-based quoting, we use machine learning algorithms to compare your CAD to millions of previously manufactured parts and generate a quote instantly.
Upload a CAD to start (STEP, STP, IGES, IGS, SLDPRT, 3DM, SAT or X_T)
Price updates in real-time as you change materials, lead times, and other order specifications
We handle customs clearance and cover import duties on orders shipped to the EU, UK, and US

We manufacture rapid prototypes and low-volume production orders for customers in multiple industries: aerospace, automotive, defense, electronics, hardware startups, industrial automation, machinery, manufacturing, medical devices, oil & gas and robotics.





Protolabs Network applies a rigorous set of standards to every custom part, ensuring quality and consistency for all components.

Our ISO 9001-certified quality management system ensures reliable quality across our network.

All parts are dimensionally checked with calibrated equipment so that they meet your exact specifications.

We work with a thoroughly vetted network of manufacturing partners and continually assess their performance.
We’ve manufactured millions of parts for all sorts of applications, but we’re especially knowledgeable in these areas.

Aerodynamic parts for aircraft, drones, satellites and rockets with AS 9100 certification.
Read more
Create custom medical devices and diagnostic equipment to get healthcare innovations into hospitals and homes.
Read more
Fast-tracked development for electric vehicles and other automotive innovations.
Read more
Produce complex robotic systems, end effectors and automated machinery for this innovative industry.
Read moreProtolabs and its network work together to bring you the world's most comprehensive manufacturing solution. While the network can provide a large breadth of capabilities, Protolabs’ factories offer expedited manufacturing with automated in-house machines for the industry's fastest lead times.
Get quick-turn parts with Protolabs
Get high-volumes of end-use parts with full support from our team of production experts. We offer competitive unit prices with economies of scale, and the quality certifications you need to get products ready for customers.
Learn more

















They provide a very fast and highly reliable service for a wide range of capabilities, even for complex designs or specific materials.

Amazing experience. All the expectations fulfilled. Exceptional quality and surface finish. Lead time faster than initially stated.

The network has improved our turnaround time for getting reliable prototypes with simple pricing and quote generation. They have a great selection of materials with datasheets so we can pick and choose the best materials.

We noticed an immediate difference in lead time and product cost. With their DFM tool, we managed to reduce production costs by up to 50%.
Put your parts into production today
Get instant quote