





Online spuitgietwerk
Maak gebruik van een breed scala aan maatwerk opties van ons gespecialiseerde netwerk van spuitgietbedrijven. Matrijs maken voor prototypes en productieonderdelen. Upload je onderdelen voor een gratis prijsopgave en feedback van onze experts.
Prijsopgave voor spuitgietwerk Alles wat je uploadt is veilig en wordt strikt vertrouwelijk behandeldOns custom spuitgietwerk
Protolabs Network produceert de meest uiteenlopende onderdelen met verschillende complexiteiten en afmetingen van 3 mm tot 2 meter, met zowel lokale als internationale productiemogelijkheden. Onze productiepartners werken met spuitgietmachines van 20 tot 3000 ton, afhankelijk van de gewenste afmetingen, complexiteit en aantallen. DIN 16901-130 en kleinere toleranties zijn op aanvraag beschikbaar.

Spuitgieten van kunststof
Spuitgieten is een productieproces waarbij een thermoplast onder hoge druk in een matrijs wordt gespoten. Ideaal voor de productie van grote aantallen.

Insert molding
Een productieproces waarbij een onderdeel wordt gespoten rondom een insert die al in de matrijs is aangebracht.

Overmolding
Een productieproces waarbij een kunststof over een andere kunststof wordt aangebracht om één onderdeel te produceren.

Spuitgieten van vloeibaar siliconenrubber (LSR)
Een thermohardend proces waarbij twee verschillende componenten bij elkaar worden gebracht om flexibele, duurzame onderdelen te produceren.
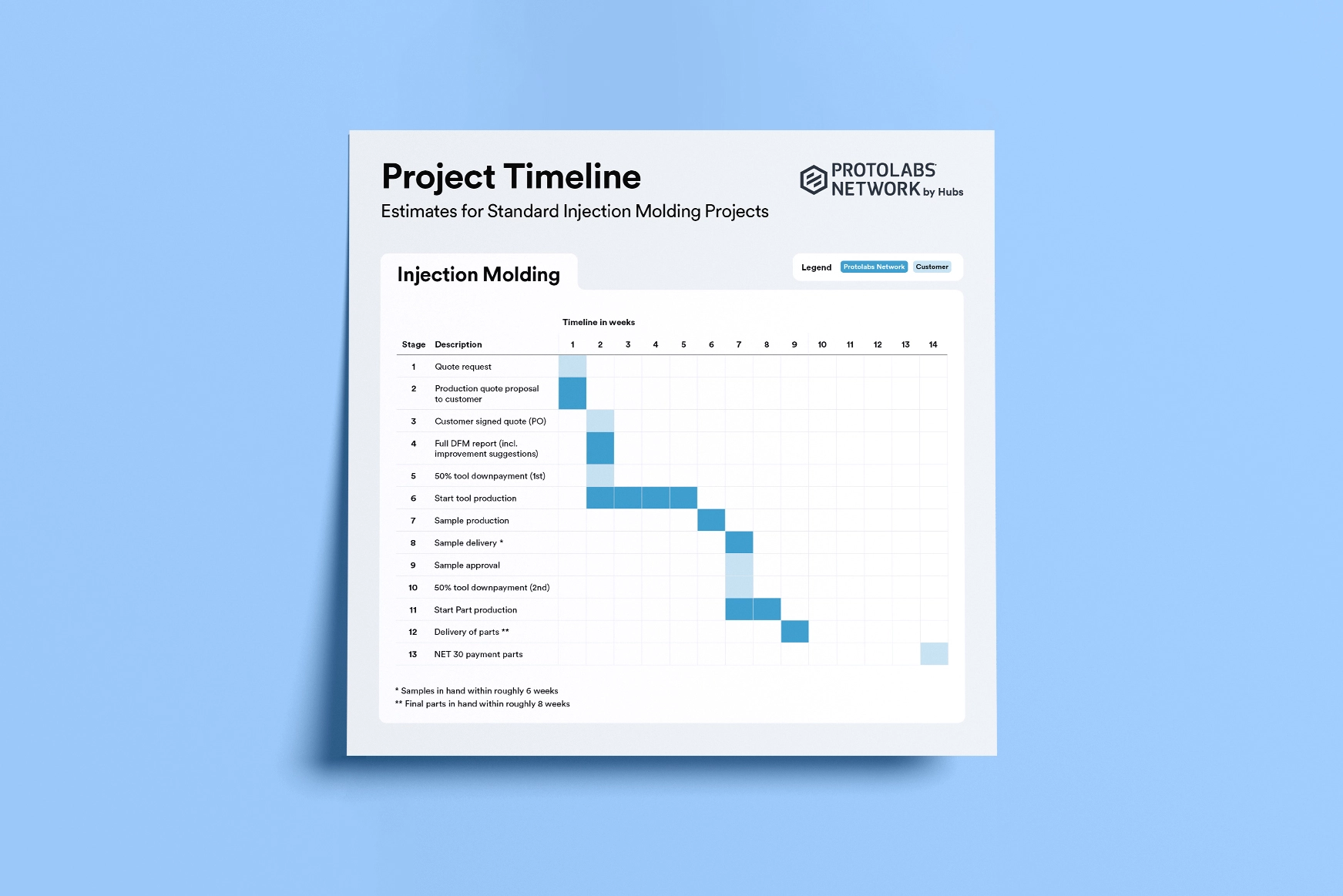
Meer weten over het proces?
Download onze Gantt-grafiek.
Tooling - prototyping t.o.v. productie

Prototyping
Ideaal voor rapid prototyping en kleine productieruns
-
Voor shots van 1000 tot 100.000 stuks
-
Snelle levertijden en kostenefficiënte constructie
-
Aluminium of staal

Productie
Lange levensduur voor grotere volumes
-
Voor shots van 1000 tot 100.000 stuks
-
Geautomatiseerde, kostenefficiënte productie van grotere aantallen
-
Gehard staal voor een langere levensduur en schaalbare prijs per eenheid
Secundaire bewerkingen
Protolabs Network biedt verschillende secundaire bewerkingen aan zoals in kleur spuiten of thermisch bevestigde schroefdraadinserts. In het formulier voor de offerteaanvraag kun je aangeven welke secundaire bewerkingen nodig zijn. De secundaire bewerkingen die wij aanbieden zijn onder meer:
Inserts
Tampondrukken
In kleur spuiten
Zeefdrukken
Ultrasoon lassen
Lasergraveren
UV-coating
Thermisch inpersen
Hot stamping
Cosmetische afwerkingen
Spuitgegoten kunststof onderdelen geproduceerd door Protolabs Network

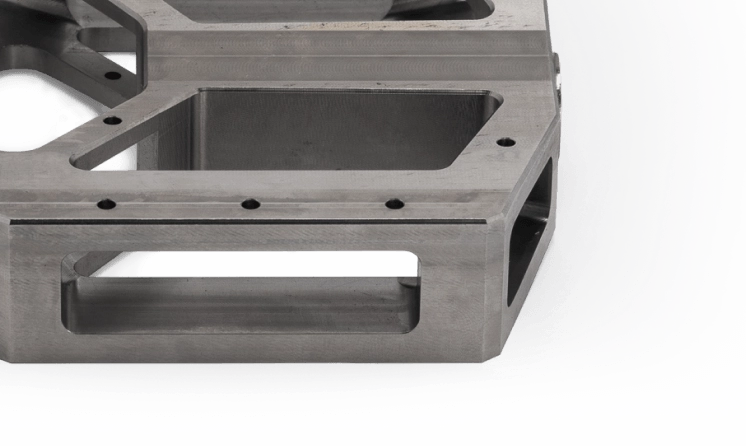
Engels Machines
Sector: landbouw Materiaal: PP Afwerking: D2

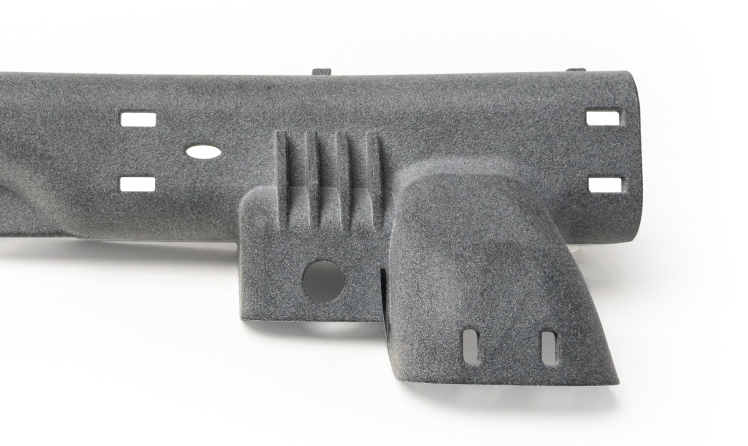
HC Groep
Sector: binnenklimaattechniek Materiaal: ABS Afwerking: as machined

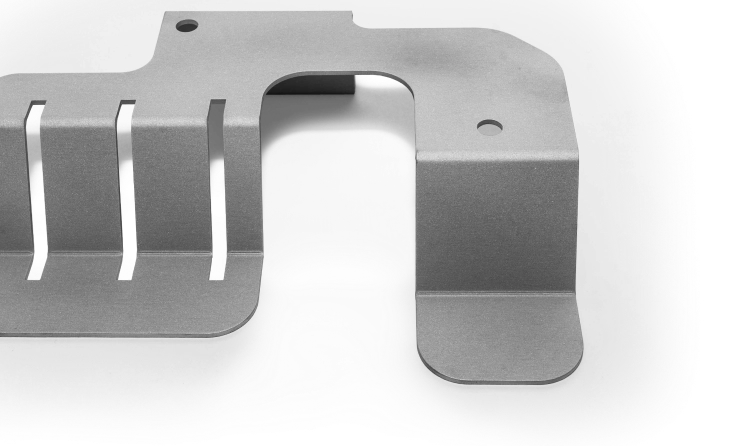
LEKTRI.CO
Sector: voertuigoplaadstations Materiaal: PC + ABS Afwerking: VDI33
Oppervlaktebehandelingen voor spuitgietwerk

SPI oppervlaktebehandelingen
Wij verzorgen alle mogelijke SPI oppervlaktebehandelingen, zoals A-1, D-2 of D-3.

VDI oppervlaktebehandelingen
Wij verzorgen alle mogelijke VDI oppervlaktebehandelingen, zoals VDI 28, VDI 30 of VDI 33.
Spuitgietmaterialen
Voor spuitgieten kunnen tal van kunststoffen worden gebruikt, wat spuitgieten ideaal maakt voor diverse toepassingen in vrijwel elke industrie. Op aanvraag kunnen we duizenden materialen leveren. Neem contact op met networksales@protolabs.com voor specifieke materiaalaanvragen.
| Eigenschap | Materialen |
|---|---|
| Schokbestendig | ABS, PMMA, PVC, PE, PC |
| Slijtvast | POM, PEEK, UHMW |
| Dimensionale stabiliteit/maatvastheid | ABS, PBT, HIPS, PPS |
| Chemische bestendigheid | PEEK, PP, PBT, PE, LDPE, PA |
| Rubberachtig | TPU, TPE, silicone |
| Kostenefficiënt | PP, HDPE, LDPE |
| Cosmetisch | ABS, PC, HIPS |
Hoe we jouw spuitgietproject verzorgen
1. Je stuurt ons je ontwerp
Je uploadt je onderdelen naar ons platform om ze door ons team te laten controleren
2. Je ontvangt een prijsopgave
Je accountmanager gaat samen met ons technisch team en onze productiepartners aan de slag en bezorgt je binnen 48 uur een prijsopgave
3. Goedkeuring van DfM-analyse en matrijs
Voordat je matrijs wordt gemaakt, ontvang je eerst een uitgebreide DfM-analyse (Design For Manufacturing) ter goedkeuring
4. Je ontvangt je T1-samples
Voordat je onderdelen in productie gaan, sturen we je een 'golden sample' (eerste proef) ter goedkeuring
5. Productie en levering
Wij produceren je onderdelen precies zoals de 'golden sample' en leveren alles aan huis
6. Bestel bij naar behoefte
Onderdelen bijbestellen is eenvoudig: neem contact op met je accountmanager
Het spuitgietproces
Klaar om het spuitgietproces te starten? Download onze Gantt-grafiek die je helpt om het spuitgietproces op schema, binnen budget en conform de specificaties te houden.
De Protolabs Network Standaard – altijd constante kwaliteit
Protolabs Network houdt zich bij het produceren van custom onderdelen altijd aan een reeks strenge normen, om zo de kwaliteit en consistentie van ons spuitgietwerk te garanderen. Elke bestelling wordt tijdens en na de productie zorgvuldig gecontroleerd op maatvoering en afwerking.



Lees meer over
de Protolabs Network Standaard
Ons spuitgietteam
Productiewerk hoeft geen anoniem proces te zijn. Wij hebben een enthousiast team van spuitgietwerk engineers en ondersteunende medewerkers op locatie die helpen om alles soepel en op tijd te laten verlopen.

“Ik houd je onderdelen van begin tot einde in de gaten en zorg ervoor dat je de onderdelen precies zoals gevraagd en op tijd ontvangt.”
Shak Akharov,
Injection Molding Project Engineer

“Ik zorg ervoor dat alle onderdelen een uitgebreide kwaliteitscontrole ondergaan, zodat ze altijd voldoen aan de specificaties.”
Wilmer Milloria,
Quality Control Manager

“Ik zorg ervoor dat er altijd een productiepartner is in ons netwerk die kan voldoen aan de gewenste productiebehoeften.”
Ruiqi Li,
Supply Chain Manager

“Ik zorg ervoor dat onze klanten voortdurend op de hoogte worden gehouden van de status van het project en stel alles in het werk om het bestelproces soepel te laten verlopen.”
Karlo Stetic,
Injection Molding Project Engineer
Wij maken het spuitgietwerk van de toekomst
Ontdek hoe LEKTRI.CO hun nieuwe opladers heeft ontworpen en hoe Protolabs Network de robuuste behuizing en kappen heeft gemaakt die perfect aansluiten bij het futuristische design.

Meer informatie over spuitgieten
Kom meer te weten over hoe spuitgieten werkt en hoe je optimale ontwerpen maakt voor deze technologie.
| Wil je meer weten over spuitgieten? |
|---|
- Handleiding Spuitgieten
- Wat zijn de algemene toepassingen van spuitgieten en wat zijn de belangrijkste voordelen?
- Hoe kun je veelvoorkomende fouten bij spuitgieten voorkomen?
- Wat is de beste SPI oppervlaktebehandeling voor mijn spuitgietonderdeel?
- Hoe ontwerp je onderdelen voor spuitgieten?
- Wat is spuitgieten?
- Waarom is het bij spuitgieten belangrijk om een trekhoek toe te voegen aan het ontwerp?
Veelgestelde vragen
Wat zijn de kosten voor kunststof spuitgieten?
De kosten voor het spuitgieten van custom onderdelen zijn afhankelijk van diverse factoren. De drie belangrijkste kostenposten zijn matrijzen, materialen en productie. In onze spuitgietwerkgids vertellen we je meer over hoe je je productiekosten kunt verlagen.
Wie is de eigenaar van de spuitgietmatrijs?
Klanten blijven eigenaar van alle door hen ontwikkelde, custom matrijzen. Herbruikbare onderdelen die door de productiepartner zelf zijn ontwikkeld, worden echter eigendom van de productiepartner. Tenzij anders overeengekomen, blijven alle maatwerk matrijzen minimaal twee jaar lang op de locatie van de productiepartner. Wanneer matrijzen twee jaar niet zijn gebruikt, kan de productiepartner contact opnemen met Protolabs Network om te bepalen of de matrijzen nog langer moeten worden bewaard. Protolabs Network neemt dan contact op met de klant om verdere afspraken te maken. Matrijzen kunnen op aanvraag en op kosten van de aanvrager naar elke gewenste locatie worden getransporteerd.
Wat gebeurt er als een productiepartner voor spuitgietwerk het Protolabs Network netwerk verlaat?
Wanneer een productiepartner het Protolabs Network netwerk verlaat, dan nemen wij de kosten voor het overbrengen van alle matrijzen naar een andere productiepartner voor onze rekening. Zo weet je zeker dat je onderdelen op tijd worden geleverd.
Hoe zit het met de beschikbare capaciteit en doorlooptijd voor nabestellingen?
Over het algemeen hebben we de prijsopgave binnen 24 uur gereed. Het duurt twee dagen om de matrijs gereed te maken en de benodigde materialen te bestellen en verwerken. Vervolgens nog een dag voor het verpakken en klaarmaken voor verzending. Het aantal onderdelen is bepalend voor het aantal dagen dat nodig is voor de productie.
Welke ISO-certificeringen hebben jullie?
Wij werken met een netwerk van gespecialiseerde spuitgietbedrijven die ISO 9001 en ISO/TS16949 gecertificeerd zijn.
How long do you store my mold for?
Your injection molding mold is kept at our manufacturing partner facilities for reuse for a minimum of 2 years.
If you would like to reorder from your mold, please contact your account manager or networksales@protolabs.com.
Wat wij nog meer doen
CNC frezen

CNC frezen
Frezen (3-, 4- en 5-assig), draaien en nabewerken
-
50+ metalen en kunststoffen en 10 oppervlaktebehandelingen
-
Nauwkeurige toleranties tot 0,020 mm
-
Levertijden vanaf 5 werkdagen
3D printen
3D printen
FDM, SLA, SLS, MJF
-
25+ kunststoffen en 35+ kleuren
-
±0,5% maatnauwkeurigheid met een ondergrens van 0,15 mm
-
Levertijden vanaf 1 werkdag
Plaatbewerking
Plaatbewerking
Lasersnijden, buigen, nabewerken
-
6 metalen en 9 oppervlaktebehandelingen
-
Nauwkeurige toleranties tot 0,010 mm
-
Levertijden vanaf 5 werkdagen
Put your injection molded parts into production
Get an injection molding quote