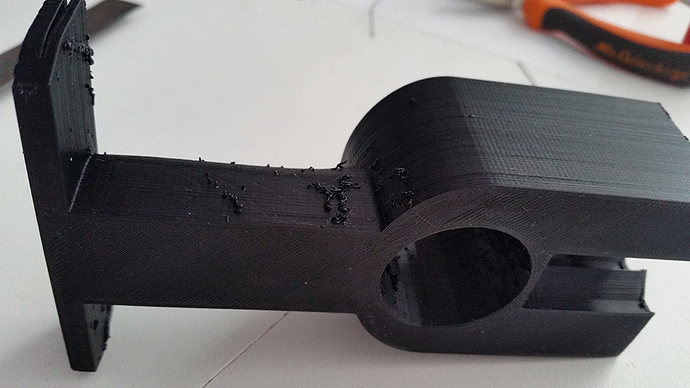
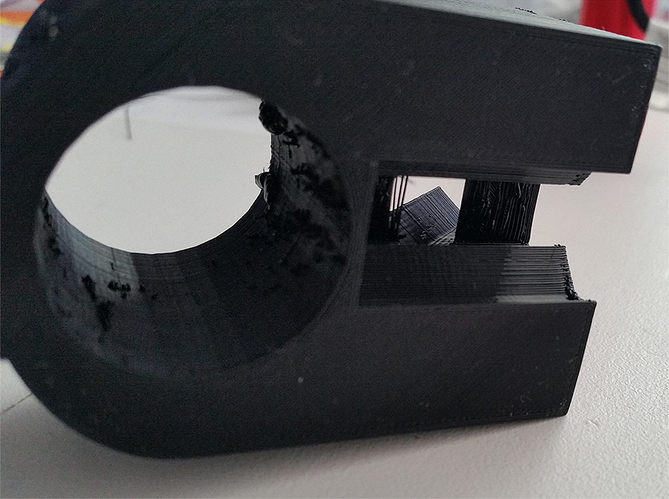
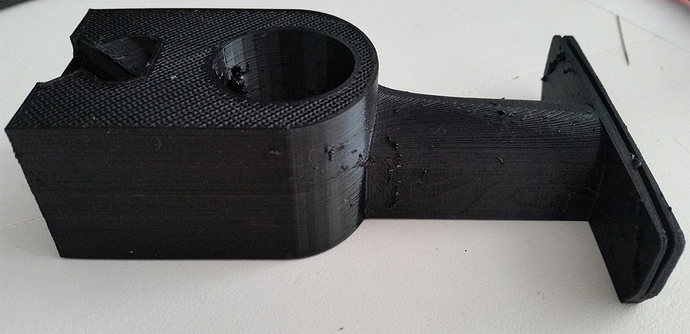
Hi everybody I use simplify 3D with my creatr leapfrog and I had a big problem with blobs on my object
what can I do to eliminate this
What is your speed, feedrate, and acceleration for travel moves?
Hi my parameters are :
infill 0.2mm, 40%,
overlap 30%
outline perimeter 3
infill extrusion width 125%
temperature 197
heated bed 55
no cooling fan
no support
default printing speed 60mm/s
outline underspeed 50%
solid infill underspeed 70%
x/y axis movement speed 80 mm/s
z axis movement speed 16,7 mm/s
tool change retraction distance 12 mm
tool change extra restart distance -0,50 mm
tool change retraction speed 10 mm/s
that’s my parameter to print this in PLA
Hi my parameters are :
infill 0.2mm, 40%,
overlap 30%
outline perimeter 3
infill extrusion width 125%
temperature 197
heated bed 55
no cooling fan
no support
default printing speed 60mm/s
outline underspeed 50%
solid infill underspeed 70%
x/y axis movement speed 80 mm/s
z axis movement speed 16,7 mm/s
tool change retraction distance 12 mm
tool change extra restart distance -0,50 mm
tool change retraction speed 10 mm/s
that’s my parameter to print this in PLA
I think you need to experiment with your retraction settings. That is, you may need to increase it. Blobs are normally caused because your extruder is no extracting enough material as it changes layers or is moving.
If you are using S3d, mess with your coasting as well.
The best way to get your retraction dialed in is to 1. Measure your filament. 2. print a cube at 100% infill to make sure you are not overextruding. 3. experiment
The travel moves release pressure in the nozzle so then plastic just kind of falls out. You have to find the relationship between the time spent travelling and the nozzle pressure. Retraction moves and travel moves work together. I like to think I am retracting an equal and opposite pressure normally for printing.
My experience with printing nylon has taught me this. If your travel moves are taking too long or are too far away retraction has to accommodate by retracting further. At some point the distance retracted wont make a difference because it wont pull away the melt in the hot end. In my hotend I have a 3mm tube and when I print with 2.4mm nylon filament retraction abilities are limited because the pulling up the filament barely draws up the melt. Of course I have to speed up travel moves a lot to compensate.
SOC3D
8
You should also align your start stop points into a seam to make the part look better. Print Quality Guide | Simplify3D Software
What kind of nozzle do you have on your extruder. When I use a nozzle like E3d that has a flat bottom this problem is a little more apparent. I think its from the bottom of the nozzle not being completly square with the bed. What I have done to remedy this is take some 400ish grit sand paper that has the sticky back and put about a 2 inch peace on the bed then lower your Z to where it slighly touches it. then manually move the head along the sand paper. You just have to take off a few thousandths of the top of the extruder just to make it perfectly square with the bed.
If you think of the hole that the filiment comes out as BIG hoola hoop and picured it going back and forth but say one side was an inch higher(3d printer Microns) when you move one direction the lowest point will drag behind leaving the laid filament a uniform height. But when you move the other direaction (The highest part of the hoola hoop trailing) The filiment coming out is not being laid in uniform height. So when the next layer is being put down the lowest part is dragging on the un uniform surface and will drag these little guys and hang them off the edge.
Also if your extruder has any slop in it in the sense that it leans ever so slightly can cause this. Its usually more aparent when your running thin layers. When your layer heights are thicker this usually goes away because the nozzle is so far away from the previously printed layer.
We moved back to 0.35mm nozzles from 0.5mm after replacing the heatsink and hotends (Leapfrog support proved to be very helpful!) and it’s taken a while to get the settings dialled back in. We tend to use PolyMax for PLA prints as we have found it very easy to print but have had blobbing since changing nozzles.
Couple of things I have noticed making a big difference (with Polymax):
- filament diameter - measure up with callipers or a mic - we take several measurements over a meter or so with two measurements at 90 deg at each site and then average those.
- retraction - 5mm
- retraction speed 100 (no higher or we strip the filament)
- coasting - set 1-2mm
- wipe set to off
- relative extrusion distances - set to on
- Force retraction between layers - off
Specific to PolyMax:
- temp 225C with fan set to 40%
- reduce temp to 205, wind speed down and increase fan to 100% in S3D for fine detail stuff at top of print
Verbatim and rigid.ink PLAs haven’t been playing ball with the 0.35mm nozzles.
(eta - this is a Creatr HS)