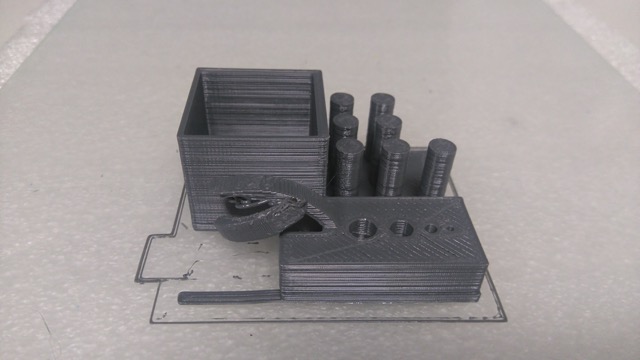
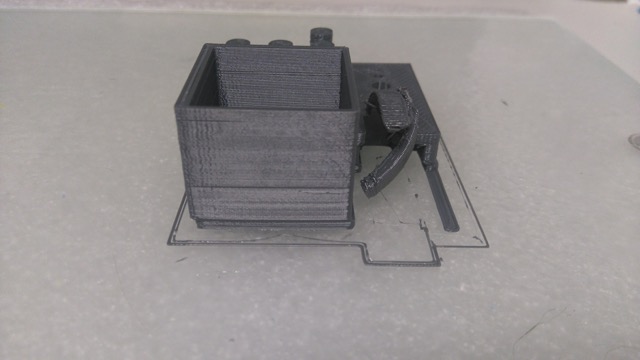
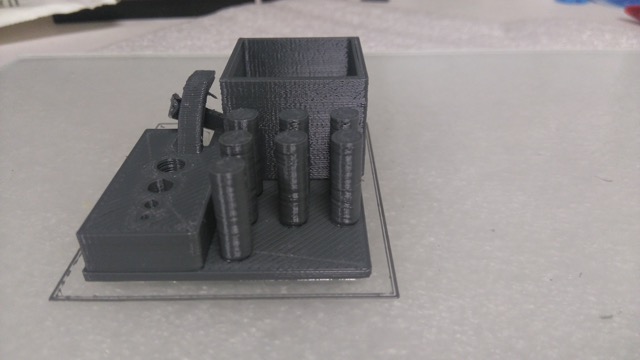
I have lost several big prints over the past 4 days with shifting and the bed appearing to jump. Please see attached full bed picture showing the typical issue Does anyone know what the issue is? Bed is levelled and calibrated using latest driver and cura, print speed 30 and retraction giving near perfect test results.
One possible cause I thought before doing the stress test attached, which shifted at the bottom layers was when the head is moving around the bed it is hitting the other parts and that is effecting it. As it is printing some holes on the vertical plane, parts will curl up as they are built and the nozzle sometimes hits the little bit thats sticking up as it repositions, however, not sure if that enough to make the shift you see in the full bed plate.
I also wondered if it could be a filament feeder issue, with so many small retractions constantly happening that I may be getting some grinding that is causing the head to jump. I just managed to get the sweet spot for retraction with XT 2 days ago, but this was happening before that.
I tightened the Y axis belts the other day.
Hey @Mark_A_P_Wylie, really sorry to hear this! What type of printer are you using and it might help sharing the printing settings too? Cheers
1 Like
This can be caused by many issues, some of which are: 1. Bed screws loosening and resulting in bed height changing DURING print. 2. Motor failing. 3. Loose belt slipping/ y axis binding 4. Shorting or disconnecting servo wires
Hi,
From my recent experience ( actually yesterday) i found out similar case, when some part of the print curled up and hardened ( cooled ) enough in order to make the hot end head to shift for some steps and ruin my print ( my luck it was a small part).
What kind of material are you using ?
What is the travel speed ? ( if too high can also cause this )
In order to prevent curling i would suggest to try print slower and with some kind of box of something that will prevent for rapid cooling of the part.
What plastic are you printing with? If it’s PLA then it’s cooling. I actually have a desk fan I blow across the bed when printing PLA. Some prints with spheres you may catch me using a spatula to hold the plastic down from curling up (my bed is stationary). Oh, you may also want to look at Retraction Vertical Lift (Simplify3D is on Extruder tab in the profile) or the like (I have mine set at 0.8mm).
w3Du
7
I get this issue occasionally on my printer. In my case, I have found that it is caused by the belt which moves the bed slipping slightly, causing the rest of the print to be offset in the y axis. Usually, tensioning this belt fixes the issue for me, or slowing my print speed down ( but in your case it is already at 30mm/s which is at a slow enough pace). I would suggest taking a look at the tension of your belts as well as orientating your prints so that the part’s longer side is parallel with the x axis rather than the y axis - this means that your bed will do less moving and will reduce the chance of slipping. Hope this helps.
Hi Mark_ A_P_Wylie
Last time I had this problem in the layer shifting it would only happen occasionally… I had tightened and properly tensioned the belts but I finally tracked the layer shifting down to Semi tight Drive Pulleys for the belts. In short, many hours of lost prints to loose drive gears on the motor shafts that turn the belts. in my case in particular it was the X carriage drive pulley/gear…it was tight just not tight enough.
sorry you lost those prints they look like quite long ones. I hope you are back up and Printing again sir!
I agree with the others that this could be due to a slip, check the distance between teeth of your belt and see if its the same as the shift.
If you are getting curling I would suggest calibrating your printer settings first and getting to a point where you can make good quality small prints.
- Calibrate extrusion steps
- Calibrate filament temperature (your prints look like things too hot.)
- Then look into cooling
What printer are you running? What cooling system? Send us some pics and we can help.
Thanks for all your advice, the printer is a BNC3D Sigma. I have checked the belts and bullies are all seems fine. BNC3D have suggested putting thermal paste in the extruder housing. However, I also have an issues with the left stepper motor feeding the filament. I have been getting a loud clicking noise that appears about 3-4 hours into a print before it fails. I had released the tension screw a lot when the machine first arrived and I got bad grinding. Now when this happens and I unload the filament there appears to be a little area slightly compressed but certainly does not look enough to cause the filament to back up.
Will see what thermal paste does and if everything is down to a over heating issue.
Also as a general note consider that stepper motors can only run up to 60-70°c properly. If you are overheating them, please check why are they working so hard. Seecif the filament path is free enough from the spool to the toolhead Good luck
If you are printing at 40mm and have the travel speed at 150mm this can cause problems depending on your acceleration settings and can cause a belt to slip if loose. If you have any printed printer parts check them for cracks and maybe turn the travel speed to 80mm.
What layer height are you printing at?
Layer height 2mm and 1mm. I have never really printed above 30-40 with XT as I was getting a lot of stringing, colorfabb recommended that I print at 30mm at 2mm layer height.
Because of the stringing I had read that even increasing the travel speed to 200 or 250 was better to compensate stringing issues. I can see dropping travel to 80mm could greatly reduce vibration.
is that .2mm and .1mm?
I would highly suggest my previous recommendation and start at the beginning with the basics; get your extrusion and temperature settings dialed as a starting point then look at filament retraction speed. This should enable you to fix the stringing.
Then see if you can reduce the movement speed and possibly up the print speeds. This will give you less jerky movement from the print head and make prints faster.
What speed is commonly used for ABS and PET with a 0.6mm nozzle and at .1 or .2mm layer height

