Hi,
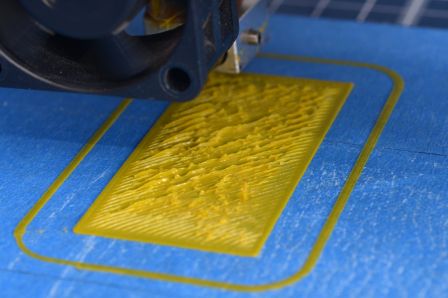
I have a K8400. Quality seems pretty good, and most prints work fine. With Marvin there’s a problem. I think you can see the problem from the attached picture of a cancelled print. After a while the belly and back of Marvin begin to curl up, in a way that the nozzle starts hitting it on subsequent layers.
Already did the suggestion to change the E step from 200 to 150, and now when I extrude 100mm, exactly 100mm comes out.
I tried various speeds, 50mm/s, a suggested 30mm/s, all at 190C. Any ideas are welcome.
Also had a similar issue when trying to print a hollow tube, at the point where the carriage turns around from clockwise to counterclockwise and vice versa, there’s too much material, causing a bump that gets higher with every layer added.
I’m printing with Cura 15.04.5 on OSX
Hi,
you can try the print without the cooling. Because it cools to fast so it curls up.
If you have a warmed bed you can set it up to 55C so more heat stays longer in the print and hopefully the print doesn’t curl up.
Good luck.
Tixhyl
3
I’ve had similar issues with my K8400. And solved most of it by experimenting with my first layer. I used to print the first layer at 200µm, but my printer always scraped over the previous layer and made grooves in it. And with every new layer it went worse.
So what i did is set my first layer extrusion to 80 - 90% and height to 300µm. The first layer wasn’t ‘squashed’ on the bed anymore, and i had a nice even layer, which was a lot better to build layers on top of it. My default extrusion multiplier for the rest of the layers is 95%, with the calibrated 150 E steps/mm. So if your first layer looks something like this, try fixing that first. Or set your multiplier to 90 - 95%. As long as you see no signs of ‘underextrusion’, you should be fine doing that.
Cheers,
Christophe
3 Likes
Hi, Curling up means you are not cooling the object enough.
1 Like
I also got ugly results when printing 100% material extrusion. It’s much too much material, thats always pushed to the borders and after some layers, the noozle hits the print, servos can’t hold it position gets lost and the print is destroyed. After doing a lot of prints with different less material, i got 80% extrusion as an optimal value.
I recognized another thing:
It’s never a problem, if material isn’t filling the layer to 100 but to 99,9%… you won’t get see in result… but it will become a problem, if material fills the layer with 100,1%, as the 0,1% will add itself on each layer and will cause the crash after maybe many layers…
So, don’t try to match the 100% exactly, but try to stay some little below the 100%.
Printing the Marvin caused another problem with me at the top ring… use full ventillation on object fan at this point, or even print out some fan extension (thingiverse) to bring the air nearer to the noozle…
1 Like
Is this percentage with the 150 steps/mm?
In Repetier host Cura settings -> filament->feedrate, I took the default value of 90% and layer height of 0.2mm, and set the 80% at manual control (2nd item below speed). I couldn’t yet get the right value for setting the …filament->feedrate correctly and let feedrate in manual control at 100%, as the 80% of the 90% (72%) in filament settings are much too low then… so, these two parameters are in anyway not calculated in the same proportion… most accurate value i could find, was about 85% instead the 90%… but have to do more finetuning on this value…
…sorry, got linked it wrong…
This kinda helped… got a lot of underextrusion at first laayer, recalibrated the bed (slightly closer to the nozzle). Slowly getting there now…
There’s not one suggestions here that helps, they all help a little, so many variables lol
bmcage
10
Indeed. If you use Cura, my profile is here: http://ingegno.be/de-vertex-printer-en-cura/#Stap\_3\_Het\_printprofiel
Save it as vertex_pla.ini and import in a mendel type printer.
You will see I print at 95% or so.
For the problem of the top ring melting away, print two or 3 marlins at the same time so it has time to cool down. Play with the retract and the temperature to get it perfect, some plastics ooze easier than others.
You’re right, I tested with less cooling, curls up way more. So the fix must be to either cool better, or print slower yeah?
I would suggest to make sure cooling is optimal. Like a circular or two sided cooling around the nozzle to create an even spreaded cooling of the object. Lowering printspeed will mostly result in better quality but there is a limit for that as well and the object will still curl up when not cooled enough.
1 Like
Finally got it. Printing two at the same time helps a lot with cooling indeed. I also rotated them so they face the fan at 45 degrees, that way the back seems to get more cooling as well.
I didn’t change the cooling in the k8400 (yet). I did print this one: Vertex K8400 Bottom Fan Duct by Hest - Thingiverse, mostly because it was fun to print something that actually worked first try  I don’t think it helps any in getting Marvin to look better, but it does seem to run the drivers a lot cooler, which is a good thing.
I don’t think it helps any in getting Marvin to look better, but it does seem to run the drivers a lot cooler, which is a good thing.
Any tips on circular / improved cooling? are there modified ducts that can be attached or something?
I saw this one: Vertex K8400 Ventilateur de pièce clipsable sans outils (2 têtes) by gribouille - Thingiverse but I doubt it’s a good idea to make that of PLA and then attach it to the print head.
Also saw this one: High velocity fan duct for Velleman Vertex K8400 25mm extruder fan by ronkeli - Thingiverse but that requires bending the bracket, not too keen on that yet.


