Hi everybody, I’m using a Leapfrog HS XL, after two months I’m going to print very well but SLOW!!!
in your experience which is the highest speed (with good results) for PLA with this machine?
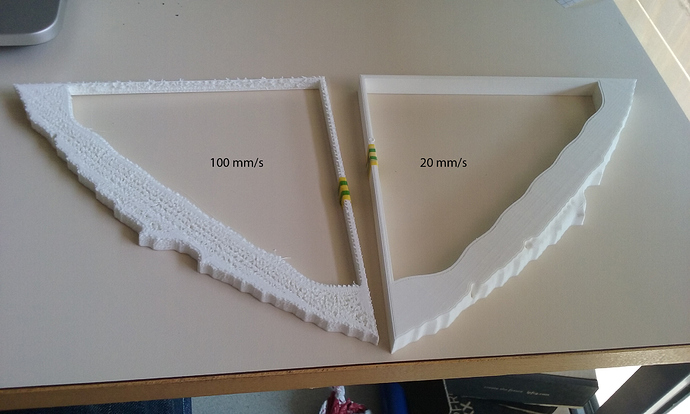
Here in the picture you can see two different result with 20 mm/s and 100 mm/s
I have changed only the speed, do you think I have to change other settings? Temperature?
thanks
Mauro
2 Likes
Well, it is a good idea to use different parameters if you change speed. If you check on VOLTIVO filaments site for example for each kind of filament you have a graphic relating speed with T°.
I run the standard height HS and I’ve had a devil of a time getting PLA to run at any reasonable speed. Performance has got worse after changing down to 0.35mm nozzles from 0.5mm (I wrecked the hot-end assembly).
For 0.35mm:
PolyPlus and Verbatim PLAs will run ok at about 40mm/s with a very slow first layer.
Colorfabb PLA/PHA runs well at 60mm/s with acceptable results at 80mm/s on larger parts.
PolyMax gives mixed results. Orange is fantastic up to 80mm/s, Blue is so-so >40 and the quality of white seems to depend on wind direction outside…
Polysupport runs okay at 40mm/s.
Can’t get rigid.ink white to run at all.
The 0.5mm nozzles (old style with the pimple at the tip) would run large PolyMax parts quite merrily at 100-120mm/s, PolyPlus / Verbatim at 60 and give OK results with rigid.ink PLA at 40mm/s.
Note that these speeds are as set in S3D. No idea what was actually achieved by the machine.
Temperatures are always worth fiddling with. I always find that I have to run hotter than suggested by the datasheets (e.g. running Colorfabb PLA/PHA at 230C) - I presume this is something to do with the nozzle design. Running more rapidly also requires that I up the nozzle temp. I’ve also had to redesign the cooling fan shroud to deal with the increased temps otherwise undercooled areas of prints suffer from local thermal distortion.
Also running PET-G type materials now. They’re another bundle of uncertainty.
Mauro,
I have a Creatr HS in the office, and have had success running (Leapfrog brand) PLA at the higher speeds mentioned in the previous comments (80 mm/s & similar via Simplify3D) on the 0.35mm nozzles. First layer should print slower, as should the shells.
I agree with the other comments, in recommending carefully experimenting with temperature. I would try small tests in 5 degree increments, not exceeding the maximum manufacturer recommendations for your particular filament. It also wouldn’t hurt to double check the nozzles, and ensure that they’re free of any partial clogs that may more significantly impact the print quality during faster extrusion.
-Matt
Yes, I try to do a cold pull to clear the nozzles every time I unload the machine. Cleaning filament is also useful.
Printing faster will always require higher temperature. Every material is different but once you start printing above 60mm/s you will see a drop in quality/detail, not just from the speed but the higher temp required for that speed. If quality is important you are never going to print at 100mm/s. Regardless, if you want to print at that speed you will absolutely need to increase the temp. You’re 100m/s print looks like that because the extruder is trying to push out material faster than it can be melted at the current temp you are using.
Print speeds advertised by printer manufacturers are about as realistic as the MPG ratings from the auto industry.
-Jesse
Thank you all for the advice!!!
I’m going to test temperature with speed - as soon as possible I will post here my news
today I’m going to solve another question, why two color printing is so hard???
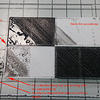
this is my first layer and I can’t understand where is the problem? do you have any idea?
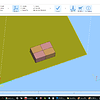
I’m trying to print these two models as you ca see in the screenshot
but I have always a bad result! as you can see in the picture named comment.
Materials are both PLA leapfrog (Raven Black and Tooth White)
the left nozzle has the Black, the right one has the White.
settings are:
Slicing = 0.2
Material (both) = 210 C° - , master extrusion 100%, fan control at first layer 20%, bed temperature 50
I have used the “first layer override” for the first 4 layer that you can see here so:
build strategy= speed 10 mm/s, infill 5%
please help me until I’m going to put the leapfrog out of my window!!!