Hi Folks
Hoping someone can assist.
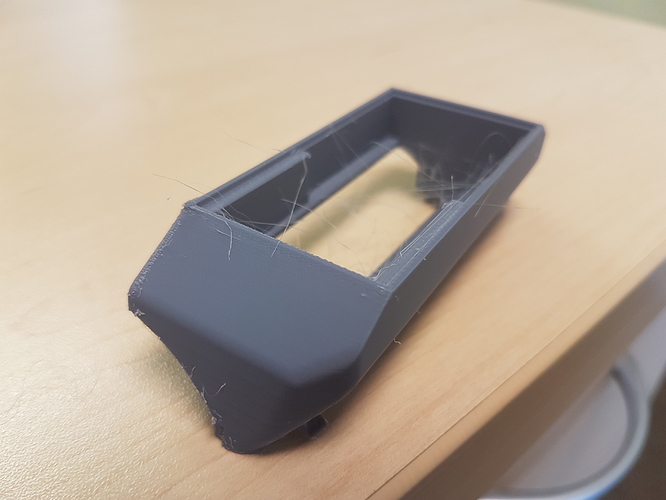
This does not happen when I print one part. Only when I have multiple parts on the bed. FormFutura TiTanX prints perfect all the time. Just hard to get in South Africa.
I have tried different settings, and spacing them far apart.
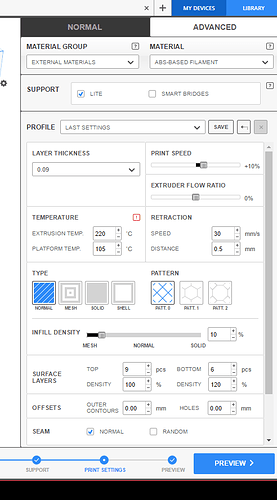
Print settings
Bed temp: 105 degC (221 Fahrenheit)
Extrusion temp: 220 degC (428 Fahrenheit)
Top layers:9
Bot layers:6
20% honeycomb fill
rest is default
Hi, CloneMe3D.
At first, make sure that your nozzle is clean (Nozzle Cleaning in Zortrax M Series 3D Printers | Zortrax Support Center), as you print this material with quite low temperature, other materials’ residues can cause some clogging.
Besides, make sure that the models have proper support angle. Make sure that the platform is not too hot as well. What layer thickness do you use? Did you print the parts with ABS-based profile?
You can also send me the files via PM, so we can check it.
Best regards,
Marta
Zortrax Team
1 Like
In general I’d say you have a little over heating going on. I print ABS+ at 240 also.
I would see if I could get the bed temp a little lower after the first few layers.
Another thing you can do is to try and orient the model so the parts or areas that are most susceptible to over heating are facing toward the coolest section of the printer like a front door/cover that can be left open.
What is the layer height, nozzle size and extrusion width? Looks like there could be a slight over extrusion also.
1 Like
Hi i thing If you using Zortrax filament it will be more better
Hi. Thanks for feedback.
Used brand new nozzle. Support angel works fine.
Have used Z-ABS and TitanX no problem.
I have gone down as low as 85degC. Than lifting sets in.
I print at 90micron
I used ABS based profile. with changes made.
ESUN recommendation is Print temp: 220-260. Bed temp: 110
See uploaded files
Thanks in Advance
Apologies, but how do I PM? Do not understand the acronym
Hi Wirlybird
Thanks for feedback.
I have tried from 220 all the way to 260. No joy.
Zortrax Z-Suite is a great slicing app but unfortunately does not allow for variable temp setting on heat bed.
Will give orientation a go. Will keep you posted on that one.
90micron with 0.4mm nozzle. have tried both over and under extrusion.
Regards,
Andre
Hi 3dseshadhri
Zortrax filament is very expensive in South Africa. TitanX is cheaper ‘is still expensive’ but hard to get. These two brands has one or two rolls of type on the shelf in the whole of S.A
Thanks anyway.
Thank you for the information.
Have you tried printing it with different layer thickness?
As for the PM, you can open my profile and click “Message” button in top right corner 
I think to get going 90 micron is really thin and so you are battling that also. I’d start with a 0.2 layer height and get other settings dialed in before going to thin layers.
Bed temps are probably fine as long as it stays stuck. Maybe try 100 or even 95. The idea is to reduce the radiant heat from the bed on the overhangs.
So, 0.2 layer and slow down 35-40mm/s is good. Don’t compound the problem by adding thin layer sand speed!!