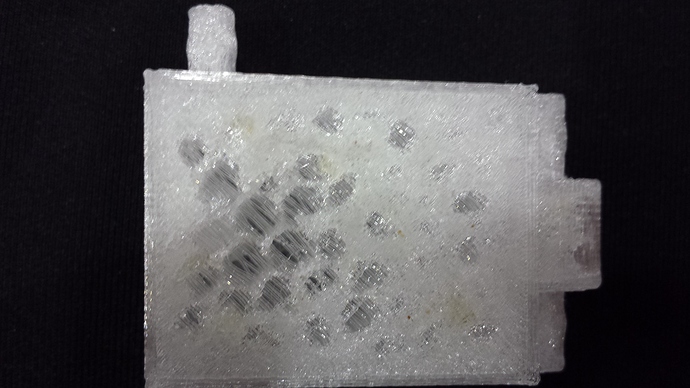
I just got some new PETG and I’m having some trouble with the top and bottom surface finishes. The sides turn out fine, but whenever it has to span over the infill it gets blobby and creates holes (as seen in the picture). This is printed with 4 top layers, all layers are .2mm, and it seems silly to have to do more. I believe the top was printed pretty slow, maybe 30mm/s.
Any help would be appreciated 
1 Like
MB3D
2
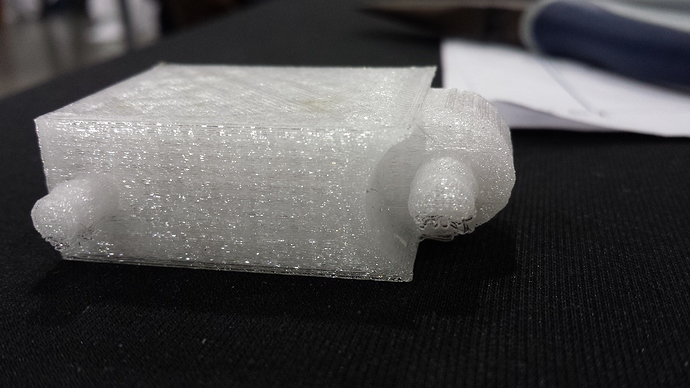
At what temperature and general speed were you printing ? The whole side surface looks pretty … rough … to say the least 
Try increase the cooling a bit and definitely increase the flow rate (if possible). Also increase the fill density, PETG isn’t really the greatest material for bridging. I usually go with 8-10 top layers of varying layer heights, you should definitely consider this.
It seems like you’re generally underextruding so increase the flowrate, printing temp and lower the speed. Do you have any other color of PETG in stock? White / clear is the most difficult color to see the surface imperfections (pic 3) in detail.
Cheers,
Marius Breuer
2 Likes
So I have some PETG from Esun, I print at 240-250 Deg Centigrade. 2.9 filament diameter and 100% flow. Yours may be the 1.75 variant do check with calipers. I usually print at 30-35 mm/sec not more, somehow I can extrude fine at 210-220 deg but print any faster at 240-245 the extruder skips. Its not an ABS or a PLA in comparison to ease of print. Also I keep the fan on the e3d V6 off to maintain temp
1 Like
Helmi
4
you should have a bit more extrusion. Looks like you’re underextruding which always comes out first on flat surfaces (top/bottom) not on single or double perimeters. But your sides look a bit like that too. Try to do an exact measure on the filament diameter, set it right and then try again. If you’re still underextruding add some extrusion multiplier.
1 Like
I actually left my calipers at work today  But it is MakerGeeks filament, so I have 100% faith that it is +/- .05mm accurate.
But it is MakerGeeks filament, so I have 100% faith that it is +/- .05mm accurate.
That was my thought too, but if you see some of those strings, they look average. (The printer I’m using is kinda crappy, I think thats why the sides look sub-standard.) One of the other replies said they use 8-10 top layers, I’m testing that now, will report back soon.
Thanks
I’m using MakerGeeks filament, which I have 100% faith in, and yes, it is 1.75mm. I actually left my calipers at work today but I have high faith that it is +/- .05mm. I’m testing right now with 30mm/s and they recommend 260c, which seems to usually extrude perfectly. I thought you couldn’t print without the extruder fan, I thought the heat would build too high in the chamber and make things gum-up.
I’m slowly learning you’re right about the difficulty  I’ll post info when I learn more.
I’ll post info when I learn more.
Thanks for the reply!
That print I believe was between 30mm/s to 60mm/s at 260c (this is MakerGeeks filament and that is the temp the recommend). The printer isn’t the greatest… I think thats why the surface looks crappy
That printer does not have a fan, so now I’m testing on my better quality printer with an extruder fan. I’m going to try it without increasing the flow, but adding 8 top/bottom layers. I’ll post back when I find out (in 5 hours) how that worked.
I JUST got some green PETG in the mail, I’m printing a couple creepers (minecraft) and I will post the result in the morning.
Thanks for your input, I just never expected that 8-10 top layers would be necessary…ever.
Bottom:
For the bottom try over extruding on the first layer. This will help get a good finish and can take up some space caused by poor bed leveling.
Top:
I would try active cooling. PET seems to hold heat longer and that could cause some of your issues on the top.
If the top solid layers all face the same direction see if there is a setting to rotate the fill direction. You could also try a different infill type.
You may also want to increase the infill density to get the top and bottom to have a better chance of laying down.
My personal preference is to never use honeycomb infill. It’s not always stronger and beats the tar out of the printer when printed fast. I rotate straight infill by 30 degrees every layer. This gives all of the angles of honeycomb without wearing out the machine.
So with the v6 unless I’m printing low temperature PLA I don’t really use the fan. And there is very little heat creep. I can infact touch the lowermost section of the heatsink with my bare finger and not get burnt. It’s super efficient
Thanks for the replies, I’ve been printing with 8 top and bottom layers and added cooling. Everything is looking great as of now. I’m going to play with it some more soon and see if I can reduce the amount of top layers. Thanks!!!
That’s a bit hot - I use MakerGeeks PETG at 230C with extremely aggressive cooling, and get good results.
You have to print slowly, though - 30mm/s or so.
Hi ImpulsiveJames, would you mind sharing more details about your slicing and print settings? I’m having exactly the same problem you had in my TAZ 5 with Cura. Also, what did you learn about reducing the number of top layers? Obviously solid layers are slower, so reducing them seems like an ideal thing to do…