





What materials have the best repeatability?
Seeking consistency and predictability in your parts? Check out our guide on repeatability, which highlights the materials that will perform the same way time and time again.
Read articleHow important is part orientation and will it make or break your 3D print? This article explores how part orientation affects the accuracy, strength, print speed and surface finish of custom 3D-printed parts.

3D printing requires more steps and considerations than you might think. One of these important factors—often overlooked by designers and engineers—is part orientation (also called build orientation). How you orient your parts in the printer will play a significant role in delivering the final quality you want from additive components.
This article covers how part orientation impacts accuracy, manufacturing time, strength and even surface finish quality. After reading this piece, you’ll never forget the importance of the build orientation ever again.
Curious about the cost of 3D printing custom parts?
Explore our 3D printing services Upload your CAD file for a free, instant quote
To understand how part orientation affects the accuracy of 3D-printed parts, consider the humble cylinder. Let’s say you’re using FDM to print a cylinder with a hole (10 mm outer diameter, 6 mm inner diameter, 30 mm length) with its center axis vertical. The 3D printer will construct this part as a series of concentric circles layered on top of one another, producing a final cylinder with a relatively smooth outer surface.
Suppose the same cylinder is reorientated with its center axis horizontally. The part will be built as a series of rectangles (with slightly different widths) layered on top of each other. Also, the surface of the cylinder that touches the build platform will be flat.
By orientating the part in different directions, there is a significant difference in the print quality.

Build orientation can also have a significant impact on print time.
Let’s use the cylinder from the previous section. In this case, the horizontal orientation will take significantly less time to print than the vertical, as the total number of layers is significantly reduced. At a 100 μm layer height, the horizontal cylinder will be printed with 100 total layers and the vertical with 300 layers. This can add up to significant time differences for large parts.
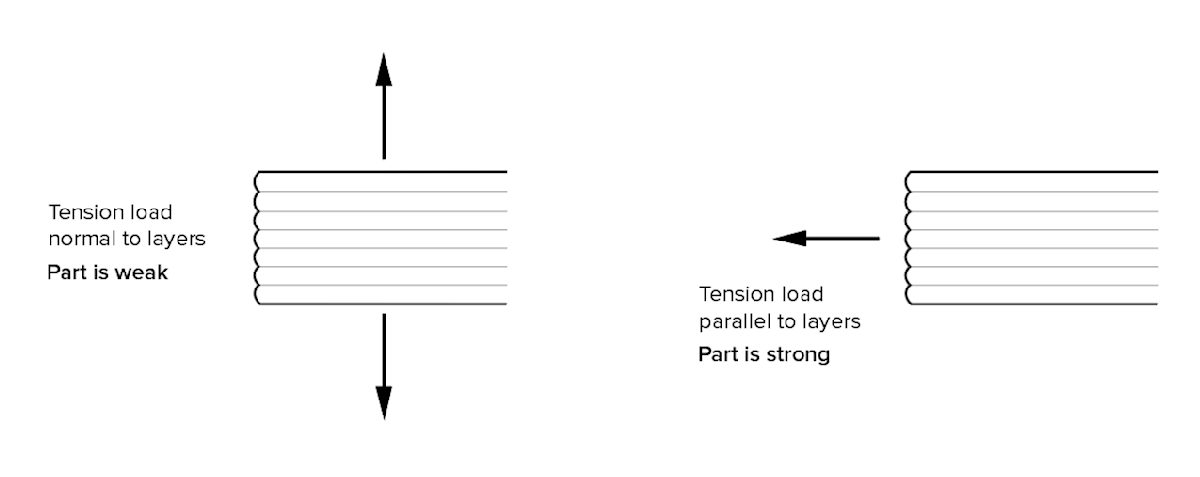
Some 3D printers (notably FDM) build parts that have inherently anisotropic properties, meaning they are much stronger in the XY direction than the Z direction.
For functional parts, it’s important to consider the application and the direction of the loads. For example, FDM parts are much more likely to delaminate and fracture when placed in tension in the Z direction compared to the XY directions (up to 4-5 times difference tensile strength).
Support material adds extra time and cost to a 3D printing run. Often a lot of designing time is spent on the optimal part orientation to reduce the likelihood of print failure and the amount of required support.
Getting support structures right is definitely a 3D printing step that deserves a lot of thought. It's why we wrote a comprehensive guide on optimizing the use of support structures and materials.
Generally, the top or upward-facing surfaces of a 3D-printed part will have the best surface finish, but this varies from process to process.
For FDM, the top surface is smoothed by the extrusion tip, the surface in contact with the print bed will usually be glossy and the surfaces above support structures will have support marks.
For SLA, the lower surfaces will have support marks and require post-processing, while the top surfaces will be smooth and free of support marks. Parts printed with a powder bed 3D printing processes, like SLS and MJF, will have a more grainy finish on their lower surfaces.
While part orientation is a crucial factor for some 3D printers, it’s not universally crucial. Certain 3D printing technologies can produce parts of pristine quality without the operator having to bother with how they orient the print.
For instance, part orientation and print quality go hand in hand if we’re talking about FDM or SLA. Powder-based technologies like SLS and MJF aren’t as reliant on build orientation as FDM, on the other hand, but it’s still an important consideration.

Part orientation is an often crucial parameter in 3D printing, especially if you’re using additive technology for rapid prototyping, as it affects how fast and with what level of quality you can 3D print parts. The way you orientate parts will significantly influence your manufacturing productivity.
The short answer is yes, part orientation will affect how expensive it is to 3D print parts. To explain it further, this has to do with the need for support structures. If you orientate your parts so there are significantly more overhangs and tricky angles, you’ll need to print with support materials, which will add to the final cost of your parts. Optimal part orientation will reduce the amount of material needed and the risk of print failure. This is most important for FDM and SLA.
This will depend a bit on your design, but in general, printing horizontally will likely lead to shorter print times and fewer needs for support structures. We recommend orientating cylindrical features vertically for a smoother surface finish, though.
If you want to produce isotropic parts, where the mechanical properties are the same in every direction, you have to opt for SLA or MJF.

Seeking consistency and predictability in your parts? Check out our guide on repeatability, which highlights the materials that will perform the same way time and time again.
Read article
How can you create a part or product that’s ready to move from prototype to production? Check out our article, which offers tips and tricks for designing with scalability in mind.
Read article
What is Geometric Dimensioning and Tolerancing (GD&T) and how is it used? This article explores the basics of how and when to use GD&T to get the best results out of custom part manufacturing.
Read article
Multi Jet Fusion (MJF) 3D printing can create highly accurate, complex industrial parts more efficiently - and potentially more cost-effectively - than other industrial 3D printing processes. This article covers how to design parts for MJF, common applications of the technology and key best practices.
Read article
Design for manufacturing (DFM) means taking a design-first approach to manufacturing. In this article, we look at the overall DFM process, the necessary steps for a successful outcome, examples of DFM done right and how to get the most out of your own processes.
Read article
Learn how to avoid low quality 3D prints or unnecessarily large files by exporting your STL file in the correct resolution.
Read article
What are the different materials available for SLA 3D printing? This article compares the main printing resins, including standard, tough, durable, heat resistant, rubber-like, dental and castable, by material properties. Find the best material option for your application.
Read article
A comprehensive guide on designing parts for Binder Jetting, covering the printing process, design specifications and material options.
Read article
How does 3D printing accelerate innovation in the aerospace and aviation industry? In this article, we explain how 3D printing and additive manufacturing are commonly used in aerospace and how they improve prototyping and end-use part production for these industries.
Read article
What are the most common STL file errors and how will they affect your ability to export models for 3D printing? Learn to identify the errors you may encounter when working with STL files and how to fix them so they don't delay your next 3D printing run.
Read article
What is CAD modeling and why is it an essential tool for digital manufacturing? Explore the types of CAD software available for bringing ideas into the physical world via digital 3D modeling. Find the right software tools for your application.
Read article
This article explains how to design Material Jetting 3D printed parts including technical design specifications, materials, limitations and an introduction into the post-processing options available.
Read article
Seeking consistency and predictability in your parts? Check out our guide on repeatability, which highlights the materials that will perform the same way time and time again.
Read article
How can you create a part or product that’s ready to move from prototype to production? Check out our article, which offers tips and tricks for designing with scalability in mind.
Read article
What is Geometric Dimensioning and Tolerancing (GD&T) and how is it used? This article explores the basics of how and when to use GD&T to get the best results out of custom part manufacturing.
Read article
Multi Jet Fusion (MJF) 3D printing can create highly accurate, complex industrial parts more efficiently - and potentially more cost-effectively - than other industrial 3D printing processes. This article covers how to design parts for MJF, common applications of the technology and key best practices.
Read article
Design for manufacturing (DFM) means taking a design-first approach to manufacturing. In this article, we look at the overall DFM process, the necessary steps for a successful outcome, examples of DFM done right and how to get the most out of your own processes.
Read article
Learn how to avoid low quality 3D prints or unnecessarily large files by exporting your STL file in the correct resolution.
Read article
What are the different materials available for SLA 3D printing? This article compares the main printing resins, including standard, tough, durable, heat resistant, rubber-like, dental and castable, by material properties. Find the best material option for your application.
Read article
A comprehensive guide on designing parts for Binder Jetting, covering the printing process, design specifications and material options.
Read article
How does 3D printing accelerate innovation in the aerospace and aviation industry? In this article, we explain how 3D printing and additive manufacturing are commonly used in aerospace and how they improve prototyping and end-use part production for these industries.
Read article
What are the most common STL file errors and how will they affect your ability to export models for 3D printing? Learn to identify the errors you may encounter when working with STL files and how to fix them so they don't delay your next 3D printing run.
Read article
What is CAD modeling and why is it an essential tool for digital manufacturing? Explore the types of CAD software available for bringing ideas into the physical world via digital 3D modeling. Find the right software tools for your application.
Read article
This article explains how to design Material Jetting 3D printed parts including technical design specifications, materials, limitations and an introduction into the post-processing options available.
Read article