





When to use 3D printing vs when to use injection molding
Learn what to consider when making a choice between 3D printing and injection molding, the benefits of each manufacturing method, and more.
Read articleWhat is metal 3D printing? How does this additive technology work? This article covers the basic principles of SLM (selective laser melting) and DMLS (direct metal laser sintering) and how these relate to the key benefits and limitations of 3D printing.


Selective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS) are two metal additive manufacturing processes that belong to the powder bed fusion 3D printing family. The two technologies have a lot of similarities: both use a laser to scan and selectively fuse (or melt) the metal powder particles, bonding them together and building a part layer-by-layer. Also, the materials used in both processes are metals that come in a granular form.
The differences between SLM and DMLS come down to the fundamentals of the particle bonding process (and also patents): SLM uses metal powders with a single melting temperature and fully melts the particles, while in DMLS the powder is composed of materials with variable melting points that fuse on a molecular level at elevated temperatures.
Essentially, SLM produces parts from a single metal, while DMLS produces parts from metal alloys.

Both SLM and DMLS are used in industrial applications to create end-use engineering products. In this article, we use the term metal 3D printing to refer to both processes in general and we describe the basic mechanisms of the fabrication process that are necessary for engineers and designers to understand the benefits and limitations of the technology.
There are other additive manufacturing processes that can be used to produce dense metal parts, such as Electron Beam Melting (EBM) and Ultrasonic Additive Manufacturing (UAM). Their availability and applications are limited though, so they won't be presented here.
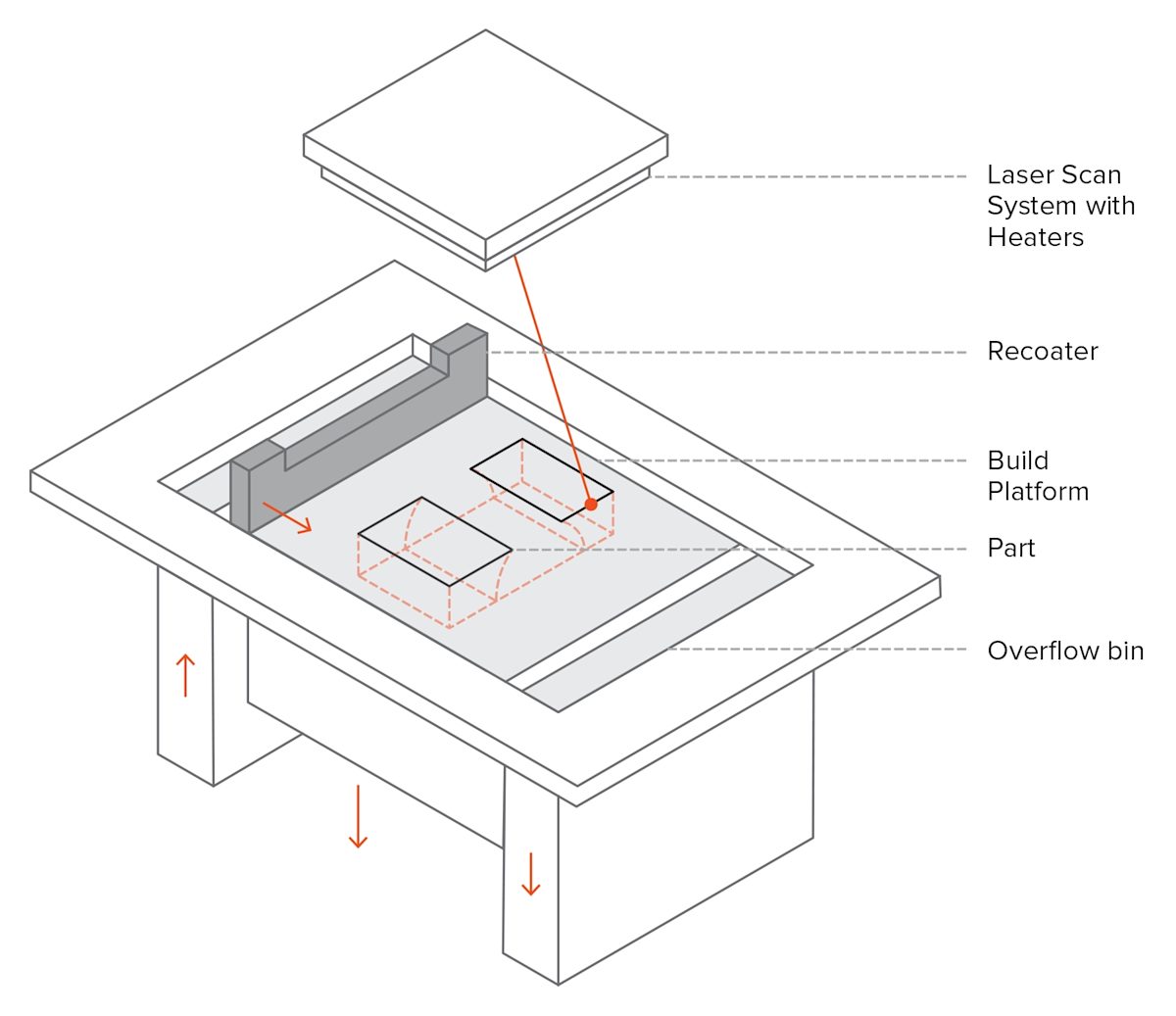
The basic fabrication process is similar for both SLM and DMLS. Here's how it works:
The build chamber is first filled with inert gas (for example argon) to minimize the oxidation of the metal powder and then it is heated to the optimal build temperature.
A thin layer of metal powder is spread over the build platform and a high-power laser scans the cross-section of the component, melting (or fusing) the metal particles together and creating the next layer. The entire area of the model is scanned, so the part is built fully solid.
When the scanning process is complete, the build platform moves downwards by one layer thickness and the recoater spreads another thin layer of metal powder. The process is repeated until the whole part is complete.
When the build process is finished, the parts are fully encapsulated in the metal powder. Unlike the polymer powder bed fusion process (such as SLS or MJF), the parts are attached to the build platform through support structures. Support in metal 3D printing is built using the same material as the part and is always required to mitigate the warping and distortion that may occur due to the high processing temperatures.
When the bin cools to room temperature, the excess powder is manually removed and the parts are typically heat treated while still attached to the build platform to relieve any residual stresses. Then the components are detached from the build plate via cutting, machining or wire EDM and are ready for use or further post-processing.
Want to design better parts for 3D print manufacturing?
In SLM and DMLS almost all process parameters are set by the machine manufacturer. The layer height used in metal 3D printing varies between 20 to 50 microns and depends on the properties of the metal powder (flowability, particle size distribution, shape and more).
The typical build size of a metal 3D printing system is 250 x 150 x 150 mm, but larger machines are also available (up to 500 x 280 x 360 mm). The dimensional accuracy that a metal 3D printer can achieve is approximately ± 0.1 mm.
Metal printers can be used for small batch manufacturing, but the capabilities of metal 3D printing systems resemble more the batch manufacturing capabilities of FDM or SLA machines than that of SLS printers. They are restricted by the available print area (XY-direction), as the parts have to be attached to the build platform.
The metal powder in SLM and DMLS is highly recyclable. Typically, less than 5% is wasted. After each print, the unused powder is collected, sieved and then topped up with fresh material to the level required for the next build.
Waste in metal printing comes in the form of support structures, which are crucial for the successful completion of a build but can increase the amount of the required material (and the cost) drastically.

Metal SLM and DMLS parts have almost isotropic mechanical and thermal properties. They are solid with very little internal porosity (less than 0.2 - 0.5% in the as-printed state and close to none after thermal processing).
Metal printed parts have higher strength and hardness and are often more flexible than parts that are manufactured using a traditional method. However, they are more prone to fatigue.
For example, take a look at the mechanical properties of the AlSi10Mg EOS metal 3D printing alloy and the A360 die-cast alloy. These two materials have a very similar chemical composition, high in silicon and magnesium. The printed parts have superior mechanical properties and higher hardness compared to the wrought material.
Due to the granular form of the unprocessed material, the as-built surface roughness (Ra) of a metal 3D printed part is approximately 6 - 10 μm. This relatively high surface roughness can partially explain the lower fatigue strength.
| AlSi10Mg (3D printing alloy) | A360 (Die cast alloy) | |
|---|---|---|
| Yield Strength (0.2% strain) * | XY: 230 MPa Z: 230 MPa | 165 MPa |
| __Tensile Strength * __ | XY: 345 MPa Z: 350 MPa | 317 MPa |
| __Modulus * __ | XY: 70 GPa Z: 60 GPa | 71 GPa |
| __Elongation at break * __ | XY: 12% Z: 11% | 3.5% |
| __Hardness ** __ | 119 HBW | 75 HBW |
| __Fatigue Strength ± __ | 97 MPa | 124 MPa |
*Heat treated: annealed at 300 degrees Celsius for 2 hours ± Tested on as-built samples
Support structures are always required in metal printing, due to the very high processing temperature and they are usually built using a lattice pattern.
Support structures in metal 3D printing serve three different functions:
They offer a suitable platform for the next layer to be built upon.
They anchor the part to the build plate and they prevent warping.
They act as heat sinks, drawing heat away from the part and allowing it to cool at a more controlled rate.
Parts are often oriented at an angle to minimize the likelihood of warping and maximize part strength in critical directions. However, this will increase the amount of required support, the build time, the material waste and (ultimately) the total cost.
Warping can also be minimized using randomized scan patterns. This scanning strategy prevents the buildup of residual stresses in any particular direction and will add a characteristic surface texture to the part.
Since the cost of metal printing is very high, simulations are often used to predict the behavior of the part during processing. Topology optimization algorithms are also used not only to maximize mechanical performance and create lightweight parts but also to minimize the need for support structure and the likelihood of warping.

Unlike polymer powder bed fusion processes like SLS, large hollow sections are not commonly used in metal printing as support structures cannot be easily removed.
For internal channels larger than Ø 8 mm, we recommend using diamond or tear-drop cross sections instead of circular ones, as they require no support structures. More design guidelines on SLM & DMLS can be found in this article.
As an alternative to hollow sections, parts can be designed with skin and cores. Skin and cores are processed using different laser power and scan speed, resulting in different material properties. Using skin and cores is very useful when manufacturing parts with large solid sections, as they significantly reduce the print time and the likelihood of warping and produce parts with high stability and excellent surface quality.
Using a lattice structure is also a common strategy in metal 3D printing for reducing the weight of a part. Topology optimization algorithms can also aid in the design of organic, lightweight forms.
SLM and DMLS can produce parts from a large range of metals and metal alloys including aluminum, stainless steel, titanium, cobalt chrome and Inconel. These materials cover the needs of most industrial applications, from aerospace to medical. Precious metals, such as gold, platinum, palladium and silver can also be processed, but their applications are mainly limited to jewelry making.
Powder for metal 3D printing is, as you’d imagine, very expensive. For example, a kilogram of stainless steel 316L powder cost approximately $350 - $450. For this reason, minimizing the part volume and the need for support is key to keeping the cost as low as possible.
A key strength of metal 3D printing is its compatibility with high-strength materials, such as nickel or cobalt-chrome superalloys, that are very difficult to process with traditional manufacturing methods. Significant cost and time savings can be made, by using metal 3D printing to create a near-net-shape part that can is later post-processed to a very high surface finish.
| Material | Material
|——————————|
| Aluminium alloys | Good mechanical & thermal properties; Low density; Good electrical conductivity; Low hardness |
| Stainless steel & tool steel | High wear resistance; Great hardness; Good ductility and weldability |
| Titanium alloys | Corrosion resistance; Excellent strength-to-weight ratio; Low thermal expansion; Biocompatible |
| Cobalt-Chrome superalloys | Excellent wear & corrosion resistance; Great properties at elevated temperatures; Very high hardness; Biocompatible |
| Nickel superalloys (Inconel) | Excellent mechanical properties; High corrosion resistance; Temperature resistant up to 1200 degrees Celcius; Used in extreme environments |
| Precious metals | Used in jewelry making; Not widely available
Various post-processing techniques are used to improve the mechanical properties, accuracy, and appearance of the metal printed parts.
Compulsory post-processing steps include the removal of the loose powder and the support structures, while heat treatment (thermal annealing) is commonly used to relieve the residual stresses and improve the mechanical properties of the part.
CNC machining can be employed for dimensionally crucial features (such as holes or threads). Media blasting, metal plating, polishing, and micro-machining can improve the surface quality and fatigue strength of a metal printed part.

Here are the key advantages and disadvantages of metal 3D printing processes:
Metal 3D printing processes can be used to manufacture complex, bespoke parts with geometries that traditional manufacturing methods are unable to produce.
Metal 3D printed parts can be topologically optimized to maximize their performance while minimizing their weight and the total number of components in an assembly.
Metal 3D printed parts have excellent physical properties and the available material range includes difficult-to-process otherwise materials, such as metal superalloys.
The material and manufacturing costs connected with metal 3D printing are high, so these technologies are not suitable for parts that can be easily manufactured with traditional methods.
The build size of the metal 3D printing systems is limited, as precise manufacturing conditions and process control are required.
Already existing designs may not be suitable for metal 3D printing and may need to be altered.
The main characteristics of SLM and DMLS systems are summarized in the table below.
| Metal 3D printing (SLM / DMLS) | |
|---|---|
| __Materials __ | Metals & metal alloys (aluminum, steel, titanium) |
| Dimensional accuracy | ± 0.1 mm |
| Typical build size | 250 x 150 x 150 mm (up to up to 500 x 280 x 360 mm) |
| Common layer thickness | 20 – 50 μm |
| __Support structures __ | Always required |

Metal 3D printing is a suitable manufacturing process for making complex, custom parts that are difficult or very costly to manufacture with more traditional methods.
As opposed to most of the other additive manufacturing processes, metal 3D printing is quite expensive. For example, you can pay upwards of $450 for a single kilogram of stainless steel 316L.
Reducing the material required is key to lowering the overall price of metal 3D printing. Two ways to do this are to minimize the part volume and get rid of support structures where feasible.
You’ll likely see metal 3D printing commonly used for prototyping in production-grade materials and producing functional, end-use parts. It’s also a good option for manufacturing parts with complex geometries and reducing the number of metal components in an assembly.
Support structures are always required when manufacturing parts with metal 3D printing. This is due to the extremely high processing temperature. Usually, support structures are built in a lattice pattern.
While metal 3D printing can produce impressively complex and robust parts, the high cost may have you searching for a viable alternative. One recommendation is to try using 5-axis CNC machines for these complex geometries.
For the most part, aluminum is the primary alloy used in metal 3D printing. This is due to its high flexibility, strength and impressive thermal properties. Aluminum is used to print parts in the automotive, biomedical and aerospace industries, to name a few of its prominent applications.
Similarly to aluminum (and also titanium), you can use stainless steel to 3D print complex and often much larger parts, thanks to the material’s strength.
We does not offer metal 3D printing, but you can order metal 3D printed parts from our parent company, Protolabs.

Learn what to consider when making a choice between 3D printing and injection molding, the benefits of each manufacturing method, and more.
Read article
Learn about the advantages and disadvantages of various methods of industrial 3D printing, materials that are commonly used, and more
Read article
Multi Jet Fusion (MJF) is a 3D printing process for building prototyping and end-use parts fast. This article explains how MJF works and its main advantages.
Read article
Rapid prototyping uses 3D computer-aided design (CAD) and manufacturing processes to quickly develop 3D parts or assemblies for research and development and/or product testing.
Read article
In this introduction to Binder Jetting 3D printing, we cover the basic principles of the technology. After reading this article you will understand the fundamental mechanics of the Binder Jetting process and how these relate to its benefits and limitations.
Read article
Learn about the benefits and current state-of-the-art of 3D printing simulations. This article describes why, what and how to use simulations in 3D printing and gives tips to help you get started.
Read article
What 3D printing process is optimal for prototyping? This article explores the best 3D printers for the prototyping phase of product development, including design advice to get the most out of each manufacturing technology.
Read article
What is metal 3D printing? How does this additive technology work? This article covers the basic principles of SLM (selective laser melting) and DMLS (direct metal laser sintering) and how these relate to the key benefits and limitations of 3D printing.
Read article
What is the difference between MJF and SLS 3D printing technology in terms of accuracy, materials, cost and lead times? Here’s how to choose the right additive manufacturing technology for your custom part needs.
Read article
What is Material Jetting 3D printing and how does it work? In this comprehensive intro to this additive process, we explore the main principles of the technology and how to tell if it's the right way to manufacture your custom parts. After reading this article you will understand the fundamental mechanics of the Material Jetting process and how these relate to its benefits and limitations.
Read article
Learn about the basic principles of selective laser sintering, also known as SLS 3D printing. Discover how SLS 3D printing works, the advantages of SLS techniques for rapid prototyping and low-production runs, and the various materials and options available that will suit your part or project.
Read article
Get to know the basics of stereolithography, also known as SLA 3D printing. Find out why the original 3D printing technique is still so popular and cost-effective, learn about how __SLA printing__ works and its parameters and discover which materials and options will best suit your custom part needs.
Read article
Learn what to consider when making a choice between 3D printing and injection molding, the benefits of each manufacturing method, and more.
Read article
Learn about the advantages and disadvantages of various methods of industrial 3D printing, materials that are commonly used, and more
Read article
Multi Jet Fusion (MJF) is a 3D printing process for building prototyping and end-use parts fast. This article explains how MJF works and its main advantages.
Read article
Rapid prototyping uses 3D computer-aided design (CAD) and manufacturing processes to quickly develop 3D parts or assemblies for research and development and/or product testing.
Read article
In this introduction to Binder Jetting 3D printing, we cover the basic principles of the technology. After reading this article you will understand the fundamental mechanics of the Binder Jetting process and how these relate to its benefits and limitations.
Read article
Learn about the benefits and current state-of-the-art of 3D printing simulations. This article describes why, what and how to use simulations in 3D printing and gives tips to help you get started.
Read article
What 3D printing process is optimal for prototyping? This article explores the best 3D printers for the prototyping phase of product development, including design advice to get the most out of each manufacturing technology.
Read article
What is metal 3D printing? How does this additive technology work? This article covers the basic principles of SLM (selective laser melting) and DMLS (direct metal laser sintering) and how these relate to the key benefits and limitations of 3D printing.
Read article
What is the difference between MJF and SLS 3D printing technology in terms of accuracy, materials, cost and lead times? Here’s how to choose the right additive manufacturing technology for your custom part needs.
Read article
What is Material Jetting 3D printing and how does it work? In this comprehensive intro to this additive process, we explore the main principles of the technology and how to tell if it's the right way to manufacture your custom parts. After reading this article you will understand the fundamental mechanics of the Material Jetting process and how these relate to its benefits and limitations.
Read article
Learn about the basic principles of selective laser sintering, also known as SLS 3D printing. Discover how SLS 3D printing works, the advantages of SLS techniques for rapid prototyping and low-production runs, and the various materials and options available that will suit your part or project.
Read article
Get to know the basics of stereolithography, also known as SLA 3D printing. Find out why the original 3D printing technique is still so popular and cost-effective, learn about how __SLA printing__ works and its parameters and discover which materials and options will best suit your custom part needs.
Read article